Author: Hongtai Engineering Team | Read Time: 18 Minutes
Introduction: Why Your Heating Elements Are Failing
In industrial polymer processing—whether injection molding, extrusion, or blow molding—the heating element is often treated as a commodity (“Just get me a heater that fits”). This is a costly engineering mistake.
A band heater is not just a resistor; it is the critical interface for thermal energy transfer in your production line. An incorrect specification regarding Watt Density or Clamping Tolerance doesn’t just mean a burnt-out heater; it results in:
- Temperature Hysteresis: Leading to inconsistent melt flow and increased scrap rates.
- Energy Waste: Poorly insulated bands can bleed 35-40% of their energy into the ambient air.
- Unscheduled Downtime: A $20 heater failure can stall a production line costing $2,000/hour.
At Hongtai (ht-heater.com), with over 30 years of manufacturing experience, we have analyzed thousands of failed units. The data is clear: 90% of failures are not due to manufacturing defects, but due to incorrect selection logic and installation physics.
This guide is a technical deep dive into the physics, material science, and operational strategies required to optimize your industrial heating systems.

1. The Physics of Heat Transfer: Conduction vs. Radiation
To select the right heater, you must understand how energy moves from the resistance wire to the plastic granulate.
The “Air Gap” Enemy (Thermal Resistance)
For standard Mica Band Heaters, the primary mode of heat transfer is Conduction.
Q = \frac{k \cdot A \cdot \Delta T}{d}
Where d represents the thickness of the gap.
The Engineering Reality: If your heater does not fit the barrel perfectly (e.g., a loose tolerance of >0.5mm), the air gap acts as an insulator. The resistance wire must then overheat to “push” the energy across that air gap. This causes the internal wire temperature to spike beyond the limit of the mica insulation, leading to dielectric breakdown. Tight clamping is not a suggestion; it is a physical requirement.
Radiant Energy
Ceramic Band Heaters operate differently. While they utilize conduction, at temperatures above 400°C, they transfer significant energy via Infrared Radiation. This allows ceramic bands to tolerate slightly looser fits than mica bands, as radiation does not require physical contact to transfer energy effectively.
2. Deep Dive: The 3 Major Heater Types & Application Boundaries
Not all heaters are created equal. Based on our lab testing and material specs, here is how to choose.
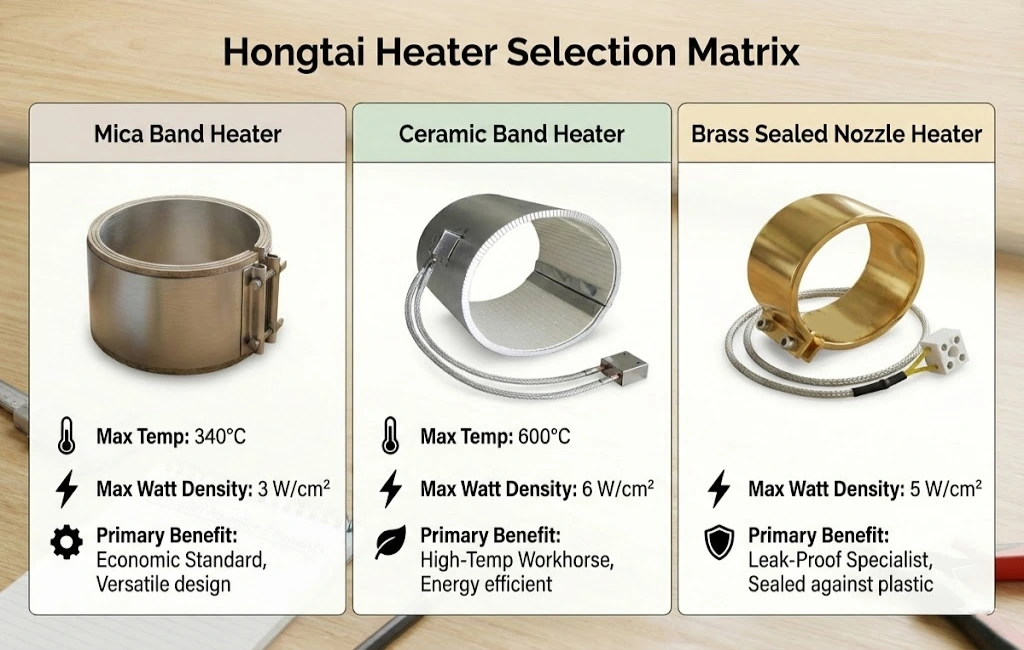
A. Mica Band Heaters (The Economic Standard)
Best For: General purpose injection molding, blow molding, and cylindrical heating.
- Structure: High-temperature NiCr 2080 resistance ribbon wound around a mica core, encased in a rust-resistant Stainless Steel sheath.
- Thermal Limit: Max operating temperature 340°C.
- Watt Density Limit: 3 W/cm².
- Engineering Note: Mica binders begin to degrade if the internal temperature exceeds limits. Do not use Mica bands for high-temp engineering plastics (like PEEK) that require barrel temps above 350°C.
- Versatility: Can be manufactured in one-piece or two-piece construction with complex holes and cutouts.
B. Ceramic Band Heaters (The High-Temp Workhorse)
Best For: High-speed extrusion, injection molding, and energy-conscious facilities.
- Structure: Helically wound resistance coils threaded through interlocking steatite ceramic knuckles.
- Thermal Limit: Max operating temperature 600°C.
- Watt Density Limit: 6 W/cm².
- Key Benefit (Efficiency): The ceramic knuckles (~12mm thick) provide inherent thermal insulation. This keeps heat directed inward toward the barrel and lowers the outer shell temperature, reducing HVAC loads.
- Flexibility: The segmented design allows the heater to be fully opened for easy installation without metal fatigue.
C. Brass Sealed Nozzle Heaters (The Leak-Proof Specialist)
Best For: Injection molding nozzles where “blowback” or plastic leakage is a risk.
- The Problem: Standard mica heaters are open at the edges. When molten plastic leaks from the nozzle tip, it flows into the heater, carbonizes, and creates a conductive path between the wire and sheath.
- The Solution: Hongtai’s Brass Heaters are hermetically sealed and subjected to extreme pressure during manufacturing.
- Specs:
- Max Watt Density: 5 W/cm².
- Plastic-Proof: Completely sealed against external agents like melted plastic and moisture.
- Construction: Nickel core with fiberglass insulation, protected by a galvanized steel braid.
- Uniformity: The high-pressure manufacturing ensures zero internal voids for perfect heat transfer.
3. Engineering Specifications: Watt Density & Dimensions
The most common cause of heater failure is “Over-Wattage.” Engineers often assume “More Power = Faster Heat Up.” This is dangerous logic.
Watt Density is the power output per unit of heated surface area.
Watt Density (W/cm^2) = {Total Wattage}/{Heated Area}
Why it matters: Every material has a “thermal acceptance rate.” Steel can only absorb heat so fast. If you pump 8 W/cm² into a Mica band designed for 3 W/cm², the excess energy backs up into the heater core, melting the wire.
Reference Table: Max Capabilities
| Heater Type | Max Temp (°C) | Max Watt Density | Min Diameter | Std Thickness |
| Mica Band | 340°C | 3 W/cm² | 25mm | ~3-5mm |
| Brass Sealed | 340°C | 5 W/cm² | 25mm | Varies |
| Ceramic Band | 600°C | 6 W/cm² | 60mm | 12mm |
(Data Source: Hongtai Technical Documentation)
Pro Tip: When calculating Watt Density, you must subtract the area of holes, slots, and the gap between the heater ends (Cold Zone).
4. Critical Selection Criteria: Terminations & Clamping
Mechanical failure often precedes electrical failure. If the power leads break or the heater loosens, the element fails.
Termination Styles (Electrical Connection)
- Screw Terminals: Standard for static applications.
- Fiberglass Leads: Flexible, good for moderate movement.
- Braided Metal Mesh (Armored): Highly Recommended for Nozzles. The galvanized steel braid prevents leads from being crushed by maintenance tools or abraded by machine movement.
- European Plugs: For SMED (Single Minute Exchange of Die) environments. Allows instant replacement without rewiring.
Clamping Mechanisms (The Fit)
- Barrel Nuts: High clamping force, requires tools.
- Flange Lock-up: Common on ceramic heaters.
- Spring-Loaded Clamping: Critical for Large Diameters. As the barrel heats up, the metal expands. A standard static clamp might snap or become loose. Springs compensate for thermal expansion, maintaining constant contact pressure.
5. Troubleshooting: A Forensic Approach
When a heater fails, do not just replace it. Analyze the “corpse” to prevent recurrence.
- Symptom: Heater is black/discolored in one specific spot.
- Diagnosis: Hot Spot due to poor contact.
- Fix: Clean the barrel surface of old plastic residue. Re-tighten the heater straps after the first 30 minutes of operation.
- Symptom: Short circuit / Breaker trip immediately.
- Diagnosis: Moisture ingress or plastic contamination.
- Fix: For nozzle areas, switch to Brass Sealed Heaters. If using Mica/Ceramic, ensure storage in a dry area (Mica is hygroscopic).
- Symptom: Premature Burnout (Wire Melted).
- Diagnosis: Over-Wattage.
- Fix: Check if the Watt Density exceeds the limit (3 W/cm² for Mica, 6 W/cm² for Ceramic). Lower the wattage or switch heater types.
6. Sourcing & Quality: The Hongtai Standard
In the global market, material verification is key. To ensure you are buying industrial-grade components, verify these points:
- Wire Grade: We use NiCr 80/20 (Nickel Chrome) wire, not the cheaper FeCrAl wire which becomes brittle after heating.
- Insulation Test: Heaters must pass dielectric breakdown tests in both Cold and Hot states.
- Tolerance: The ID (Internal Diameter) must be manufactured with a negative tolerance to ensure a tight “snap fit” on the barrel.
Frequently Asked Questions (FAQ)
Can I use thermal grease/paste with band heaters?
No. We strongly advise against using thermal paste for band heaters. At temperatures above 200°C, most thermal greases carbonize and turn into a hard powder that acts as a thermal insulator. This blocks heat transfer and causes the heater to burn out. The best thermal transfer is achieved through clean metal-to-metal contact and tight clamping.
When should I choose Ceramic over Mica?
Choose Ceramic Band Heaters if:
1. Your operating temperature exceeds 300°C (up to 600°C).
2. You need to reduce energy consumption (the ceramic acts as insulation).
3. The heater diameter is large (>300mm), as ceramic is flexible and easier to install. Choose Mica for standard applications where the heater needs to be thin, cost-effective, or requires complex cutouts/holes.
Why did my nozzle heater short out after only a week?
he most common cause for nozzle heater failure is molten plastic leaking onto the heater. Standard Mica heaters are not sealed. For nozzle applications, we recommend Brass Sealed Heaters, which are completely sealed against plastic intrusion and moisture.
How do I measure a band heater for replacement?
Do not measure the old heater, as it may have stretched. Instead:
1. Measure the Outer Diameter (OD) of the barrel.
2. Measure the available Width.
3. Record the Voltage and Wattage (stamped on the sheath).
4. Note the termination type (leads, screws, plug) and its orientation.
Ready to Optimize Your Production Line?
Don’t let a $50 component stop a $500,000 production line. Whether you need a custom-engineered prototype or a bulk order of standard sizes, Hongtai brings 30 years of thermal engineering expertise to your factory floor.
[Contact Our Engineering Team] for a free Watt Density Calculation and Thermal Audit of your machine.










