When procuring heating elements for plastic extruders or injection molding machines, engineers frequently face a specific material dilemma: should they specify inexpensive mica band heaters, or invest the capital in thicker, highly insulated ceramic band heaters?
Selecting the wrong material matrix means either overpaying for thermal specifications the process does not require, or risking catastrophic machine downtime during peak production due to premature element burnout.
This guide dissects the 340°C critical temperature threshold using thermodynamic conduction data and material physics. By comparing watt density limits, energy loss rates, and real-world lifespan under complex thermal cycling, engineers can specify the exact hardware required for their resins.
The baseline physical reality is this: Mica heating elements are the cost-effective, high-response choice for space-constrained applications operating below 340°C. Ceramic heating elements, utilizing built-in insulation to safely tolerate 600°C, are mandatory for processing high-temperature engineering plastics (like PEEK and nylon) while simultaneously reducing facility HVAC loads.
For systematic selection guidance, view our [Band Heater Guide].
Core Thermodynamic Differences: Conduction vs. Conduction + Radiation
The stark physical differences in appearance and thickness between these two heater types stem entirely from how they transfer thermal energy to the machine barrel.
Mica: Pure Contact Heat Conduction
Mica band heaters rely almost exclusively on thermal conduction. High-temperature NiCr 2080 resistance ribbon is wound around a phlogopite mica core, which serves as a dielectric insulator to isolate the live wire from the external stainless steel sheath.
Because heat must physically pass from the wire, through the mica, through the steel sheath, and into the barrel, the mathematical reality of thermal conductivity dictates performance:
Q = {k*A*△T} / {d}
If the distance ($d$) increases due to even a 0.5mm air gap caused by loose clamping, the air acts as a thermal insulator. The resistance wire will continually draw current to overcome this resistance, inevitably spiking past its melting point and causing a short circuit. Therefore, mica elements demand extremely tight, sustained surface alignment.
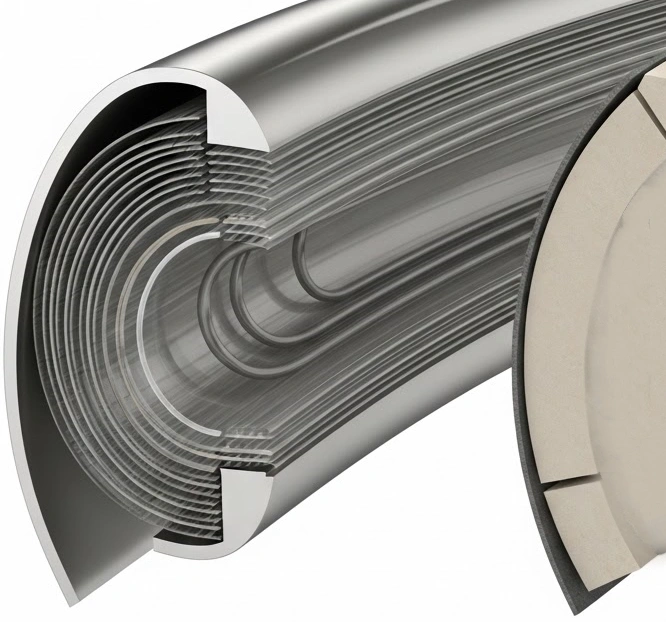
Ceramic: Combination of Heat Conduction and Far-Infrared Radiation
Ceramic band heaters operate on a dual-transfer principle. The internal helical resistance coil is threaded through interlocking steatite ceramic knuckles. As the wire heats up, the ceramic tiles absorb this energy.
At operational temperatures (typically above 400°C), these steatite tiles not only conduct heat where they physically touch the barrel, but they also emit high levels of far-infrared radiation. This radiant energy penetrates the air gaps. Consequently, ceramic heating elements do not require the flawless, 100% barrel contact that mica elements do to prevent internal wire meltdown.
Performance Limit Comparison: Temperature Threshold vs. Watt Density
Establishing operational boundaries prevents engineers from pushing materials beyond their physical ceiling.
340°C and 3 W/cm²: Mica’s Physical Ceiling
Mica is an excellent natural dielectric, but its structural integrity relies on organic binders used during the manufacturing of the mica sheets. When barrel temperatures exceed 340°C, or when the surface load exceeds 3 W/cm² (19 W/in²), these binders begin to degrade, carbonize, and turn into a conductive ash. Once the dielectric barrier fails, the heater arcs to the machine barrel.
600°C and 6 W/cm²: Ceramic’s High-Temperature Advantage
Steatite ceramic contains no organic binders and is fired at temperatures well above standard industrial processing parameters. This allows ceramic band heaters to comfortably withstand surface loads up to 6 W/cm² (39 W/in²) and maximum operating temperatures of 600°C. When processing advanced engineering resins that require aggressive heat flux densities to maintain melt flow indexes, ceramic is the only viable specification.
Energy Efficiency and Operating Costs (ROI Analysis)
Procurement decisions must account for the Total Cost of Ownership (TCO), heavily influenced by thermal efficiency.
Thermal Losses in Mica Rings
Standard mica band heaters lack built-in insulation. The stainless steel sheath radiates heat in both directions: inward toward the polymer and outward into the ambient workshop air. This continuous thermal bleed forces the PID controller to keep the heater energized longer to maintain the setpoint, directly increasing power consumption and forcing the facility’s air conditioning system to work harder.
The 30% Energy Savings Miracle of Ceramic Fiber Layers
Ceramic band heaters are engineered with a built-in 12mm thick ceramic fiber insulating blanket positioned between the steatite knuckles and the outer metal sheath. This insulation acts as a thermal directional barrier, forcing the infrared energy inward.
Real-world factory audits demonstrate that this insulation reduces the outer shell temperature to approximately 150°C–200°C, even when the internal temperature is 500°C. This targeted heat delivery directly lowers power consumption by 25% to 30%, significantly altering the ROI calculation.
Mechanical Structure and Installation Space Constraints
Physical compatibility with the machine often dictates the final specification.
Extreme Dimensions & Space-Constrained Environments
Mica heaters boast an ultra-thin profile (typically 3-5mm). They can be rolled to a minimum inner diameter of just 25mm. This makes them the required choice for space-constrained hot runners, compact injection molding machine nozzles, or applications where clearance between the barrel and the machine guarding is minimal.
Flexibility & Custom Cutouts
Ceramic heaters utilize a “track-like” interlocking tile structure. While they require a minimum inner diameter of 60mm and add roughly 12mm of thickness to the barrel, this segmented design provides exceptional flexibility. The heater can be fully opened and wrapped around the barrel like a blanket, eliminating metal fatigue during installation. Furthermore, the robust nature of the ceramic tiles allows for safer, more reliable integration of custom holes and cutouts to avoid thermocouple ports or flange brackets.
Application Scenario Alignment: Which One Fits Your Machine?
To streamline the procurement and engineering specification process, align the heater to the process variable.
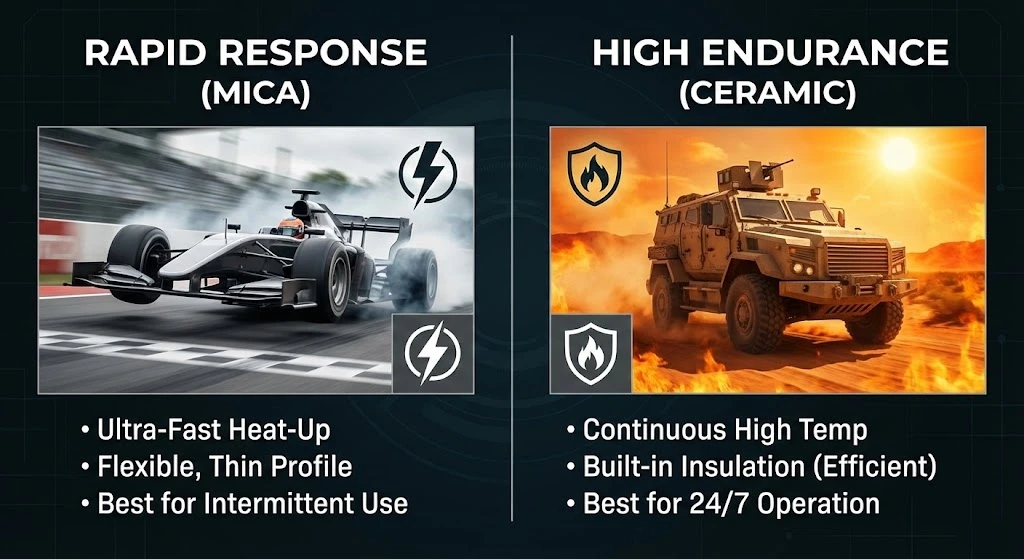
Recommended for Mica Applications
Specify mica for general ABS, PP, and PE injection molding, blow molding equipment, and short-cycle production demanding extremely fast temperature response. It is ideal for facilities where upfront capital expenditure is tightly controlled and operating temperatures remain safely below 300°C.
Mandatory for Ceramic Applications
Specify ceramic for PEEK, Teflon, and nylon extruders, large-scale pipe heating, and 24/7 continuous production lines. If a facility is undergoing an ISO 50001 energy audit or has stringent workshop ambient temperature control requirements, the insulating properties of ceramic are mandatory.
| Parameter | Mica Band Heater | Ceramic Band Heater |
|---|---|---|
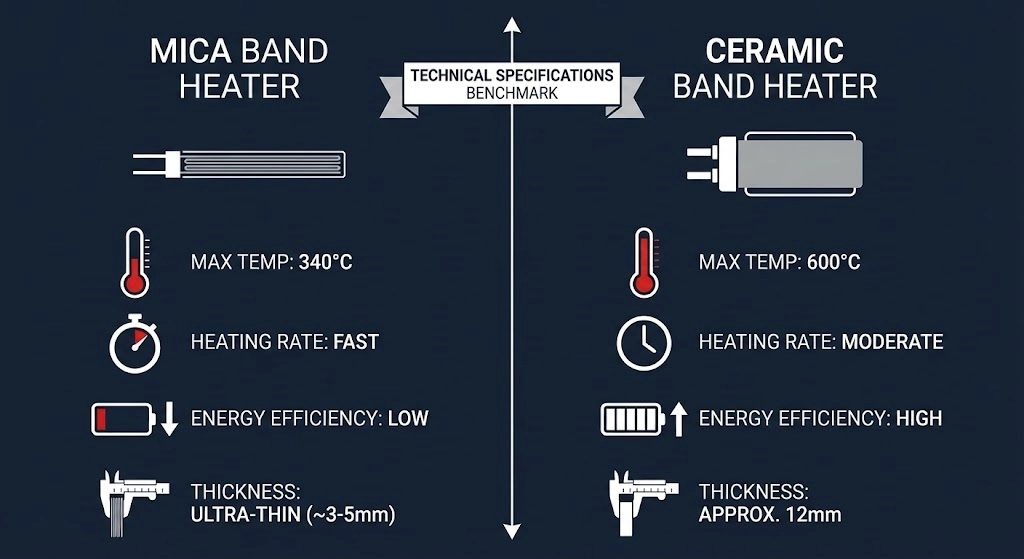
| Max Operating Temp | 340°C (644°F) | 600°C (1112°F) |
| Max Watt Density | 3 W/cm² | 6 W/cm² |
| Heating Rate | Extremely Fast (Low thermal mass) | Moderate (Thermal inertia from ceramic) |
| Energy Efficiency | Low (High ambient heat loss) | High (Built-in 12mm insulation) |
| Minimum Diameter | 25mm | 60mm |
| Thickness | Ultra-thin (~3-5mm) | Approx. 12mm |
Common Failure Modes and Maintenance Prevention
Proper maintenance requires understanding the root cause of failure.
Mica’s Critical Weakness: Voids and Contamination
Mica failures are almost exclusively mechanical before they are electrical. If a mica heater is not properly retightened after the initial thermal expansion cycle, air gaps form. These voids create localized hot spots, melting the NiCr wire. Additionally, because standard mica elements are unsealed, liquid plastic leakage from the nozzle can seep into the windings, carbonize, and cause immediate dielectric failure.
Ceramic’s Critical Weakness: Mechanical Impact
While ceramic effortlessly withstands high temperatures, steatite is brittle. Excessive hammering by maintenance personnel during installation, or dropping the heater onto a concrete floor, will fracture the internal tiles. Once the tiles break, the internal resistance coil loses its structural support and insulation, leading to short circuits against the outer sheath.
Procurement Recommendations and Summary
When evaluating Total Cost of Ownership (TCO), the initial purchase price is only a fraction of the equation. Although ceramic band heaters command a higher initial capital expenditure, they typically achieve a break-even point within 6 months under high-load continuous operation. The financial return is realized through a 30% reduction in electricity consumption and drastically extended operational lifespans. Conversely, for low-temperature, intermittent cycles, or tight mechanical clearances, mica remains the undisputed, economical standard.
Frequently Asked Questions
What is the main difference between ceramic and mica band heaters?
The primary difference lies in their maximum operating temperature, heat transfer method, and insulation. Mica heaters are thin, uninsulated, rely purely on conduction, and are ideal for fast heating up to 340°C. Ceramic heaters utilize both conduction and radiation, feature built-in 12mm fiber insulation to save up to 30% on energy costs, and operate safely up to 600°C.
Can I replace a mica band heater with a ceramic one?
Yes, provided there is sufficient clearance around your machine barrel. Ceramic heaters are significantly thicker (approximately 12mm) due to the internal insulating blanket and steatite knuckles. You must verify the physical space and ensure that the slightly slower initial heat-up time of the ceramic mass aligns with your process cycle.
Why did my new mica band heater burn out after only a few weeks?
Premature burnout in mica heaters is almost always caused by a loose mechanical fit. If the heater is not tightly clamped to the cylinder, air gaps form. These gaps create severe “hot spots” because the heat cannot transfer to the metal barrel, destroying the internal resistance wire. Fluid contamination from plastic overflow is another leading cause of early short circuits.










