In the world of process automation, the most expensive sensor is not the one with the highest price tag—it is the one that fails because it was the wrong tool for the job.
We see the “Over-Engineering” trap constantly: A project engineer specifies a high-precision Pt100 RTD for a diesel exhaust line to chase 0.1°C accuracy. Two weeks later, the sensor fails open-circuit because the vibration shattered the delicate platinum element. Conversely, a procurement manager saves $15 by choosing a Type K thermocouple for a cryogenic freezer, resulting in a ±2.5°C error that invalidates an entire batch of pharmaceutical vaccines.
This guide ignores the textbook definitions. We focus strictly on ROI (Return on Investment) and MTBF (Mean Time Between Failures). We will apply a forensic engineering approach to the Thermocouple vs. RTD debate, helping you apply the correct physics to your specific variable.
The answer to your selection problem isn’t usually about the temperature—it is about the vibration.
If you are on the plant floor and need a decision now, use this “Rule of Thumb” matrix. This covers 90% of industrial applications.
Feature
Thermocouple (Type K/N)
RTD (Pt100)
Range
-270°C to 1260°C (Winner for Heat)
-200°C to 500°C (Winner for Cold)
Accuracy
±2.2°C or 0.75% (Standard)
±0.15°C (Class A)
Response
Very Fast (Grounded: <0.5s)
Slower (Mass dependent: 2-5s)
Vibration
Excellent (Rugged / Solid Wire)
Fragile (Wire Wound Element)
Drift
Higher (Chemical degradation)
Very Low (Stable Platinum)
Cost
Low ($)
Medium/High ($$)
Thermocouple vs RTD comparison chart showing temperature range and accuracy differences.
Round 1: Temperature Range (The Hard Limit)
The first filter is always thermal capacity. Physics dictates the failure points of each sensor type.
The 500°C (932°F) Ceiling
While some manufacturers claim RTDs can reach 600°C or even 850°C, veteran engineers know the risks.
The Physics: Above 500°C, the insulation resistance of the materials inside the RTD sheath (usually MgO) begins to drop. This creates “shunting” errors where the current leaks between the lead wires, causing the reading to be lower than the actual temperature.
Contamination: At these temperatures, the Platinum element becomes susceptible to contamination from metal vapors in the sheath (e.g., iron or chromium), which permanently alters the resistance curve.
Rule #1: If your process ever spikes above 600°C, stop reading and buy a Thermocouple (Type N or K).
The Cryogenic Advantage
Thermocouples (specifically Type T) can measure down to -200°C. However, their signal (Seebeck voltage) becomes incredibly weak at low temperatures.
The Physics: As temperature drops, the voltage output of a thermocouple decreases, bringing the signal-to-noise ratio dangerously close to the noise floor of the environment.
The Solution: For cold chain, freeze-drying, or cryogenic storage (-40°C to -100°C), the RTD is superior. Its resistance change remains linear and robust, providing accurate data where thermocouples struggle with noise.
Round 2: Accuracy & Stability (The “Drift” Factor)
If your process requires adherence to strict quality standards (AMS 2750, CQI-9, or FDA 21 CFR), accuracy is your primary metric.
Understanding Tolerance Standards (ASTM vs. DIN)
Let’s look at the hard numbers.
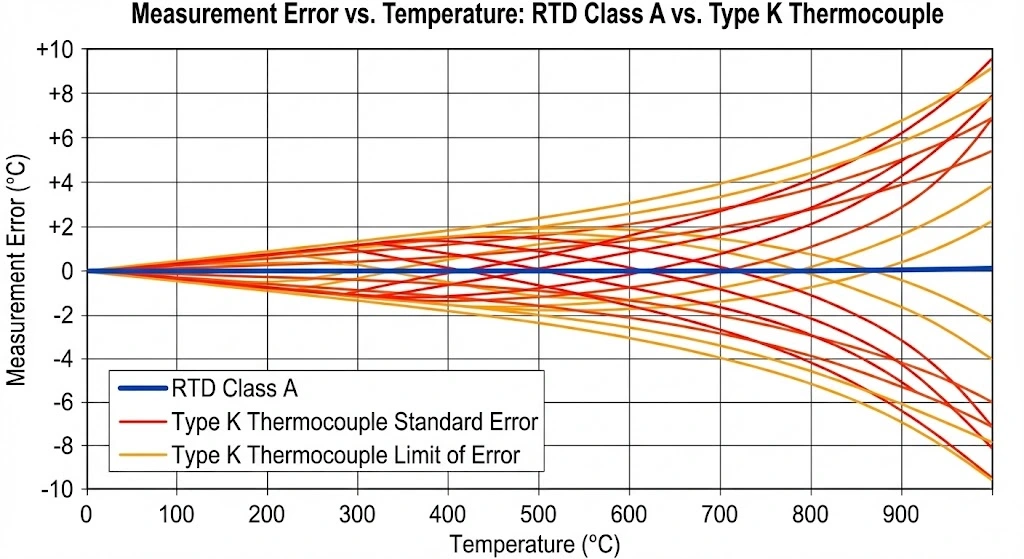
Thermocouple (Type K, Standard Limits): The permissible error is the greater of ±2.2°C or 0.75%.
RTD (Pt100, Class A): The permissible error is ±(0.15 + 0.002|t|).
The Calculation:
At a process temperature of 200°C:
Type K Error: ±2.2°C (Significant window of uncertainty).
Pt100 Class A Error: ±0.55°C.
Verdict: The RTD is 4x more accurate at this temperature. If you are controlling a chemical reaction where a 2°C overshoot creates a safety hazard, a thermocouple is negligent.
Long-term Stability (Drift)
Thermocouples suffer from Inhomogeneity. As the wires age and undergo thermal cycling, the alloy’s chemical structure changes (oxidation, grain growth) at specific points along the wire. If the temperature gradient shifts, this “bad section” of wire generates the wrong voltage. This drift is non-recoverable.
RTDs (Platinum) are noble metals. They are chemically inert.
Rule #2: If your maintenance schedule allows for calibration only once per year, you must select an RTD. A thermocouple in a critical application should be calibrated or replaced every 3-6 months.
Pt100 Class A vs Type K thermocouple accuracy tolerance curve graph.
Round 3: Durability & Environment (The Hidden Killer)
This is where the lab data meets the real world. A sensor that works on paper often fails in the machine housing.
Vibration: The RTD’s Kryptonite
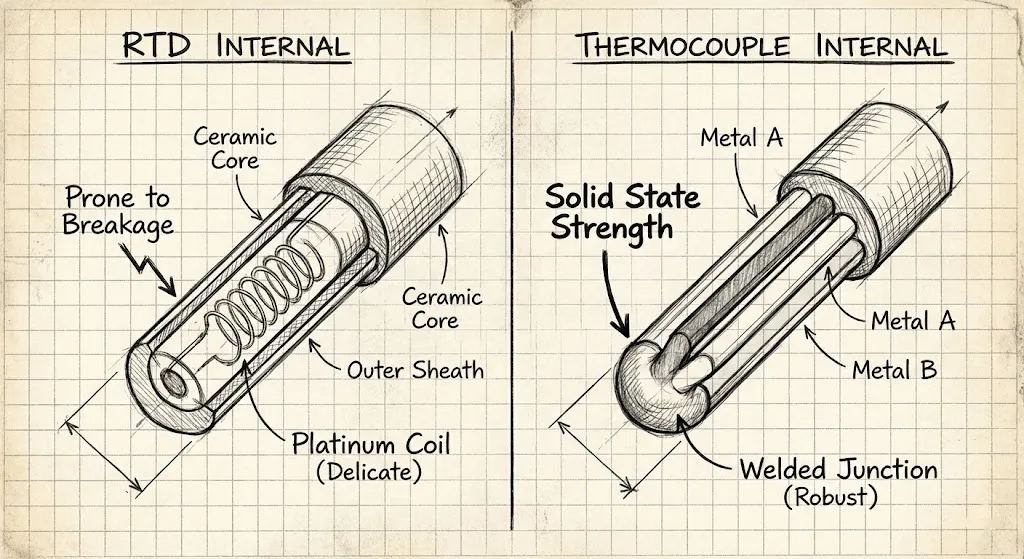
Standard RTDs are made of fine platinum wire wound around a ceramic bobbin. This structure is mechanically delicate.
Failure Mode: High-frequency vibration (from compressors, diesel engines, or turbines) causes work-hardening in the platinum wire, leading to a sudden open circuit.
The Fix: If you need RTD accuracy in a vibrating environment, you must specify Thin-Film elements. These are printed directly onto a ceramic substrate and are far more robust, though they typically have a lower max temperature/lower accuracy than wire-wound versions.
Response Time (t0.9)
Thermocouples are inherently faster because the sensing element is just a welded knot of two wires.
Grounded Junction: We can weld the thermocouple tip directly to the metal sheath wall. This allows for near-instant heat transfer.
RTD Limitation: An RTD element must be electrically insulated from the sheath (to prevent shorting). This layer of insulation (MgO powder and potting) acts as a thermal barrier, slowing down the response.
Data Snapshot (Water flowing at 1m/s):
Grounded Thermocouple (3mm): ~0.5 seconds
RTD (6mm): ~4.0 seconds
Rule #3: If you are controlling a fast-acting loop (e.g., instant water heater), the lag of an RTD will cause system oscillation. Use a Grounded Thermocouple.
Internal construction diagram of wire-wound RTD vs grounded junction thermocouple.
Cost Analysis: Upfront Price vs. Total Cost of Ownership
Do not look at the sensor price alone. Look at the System Cost.
Installation Costs
Sensor: A basic Type K probe is ~$15. A basic Pt100 probe is ~$35.
Cabling: This is the trap.
RTD: Uses standard copper wire (3-conductor). Cheap and available everywhere.
Thermocouple: Requires specific Extension Grade Alloy wire (e.g., KX, NX). If you need to run cable 500 feet back to the control room, the cost of thermocouple wire can exceed the cost of the sensor itself.
System Integration
Most modern PLCs (Siemens, Allen-Bradley) have universal analog cards, but dedicated RTD input modules often cost more per channel than Thermocouple modules due to the constant current source requirement.
Engineer’s Advice: Don’t save $10 on a sensor to lose $10,000 in product quality. If the process value is high, the sensor cost is negligible.
Selection Scenarios (Self-Diagnosis)
Check the boxes that apply to your current project. The column with the most checks is your winner.
✅ Choose Thermocouple (Type K/N) if:
[ ] Process temperature is > 600°C (Kilns, Furnaces, Flue Gas).
[ ] The installation point has high vibration (Turbines, Engines, Compressors).
[ ] Fast response is critical (PID Control Loops for flow).
[ ] Mounting space is tiny (Thermocouples can be made as thin as 0.5mm).
[ ] Budget is extremely tight and accuracy is secondary.
✅ Choose RTD (Pt100) if:
[ ] Process temperature is < 500°C (Food, Pharma, HVAC, CIP Systems).
[ ] Accuracy better than ±1°C is strictly required.
[ ] Stability over time is critical (Yearly calibration cycles).
[ ] You are running very long lead wires (3-wire compensation cancels resistance effectively).
[ ] The application involves custody transfer (billing based on temperature/volume).
Frequently Asked Questions (FAQ)
Is Pt100 a thermocouple?
No. A Pt100 is an RTD (Resistance Temperature Detector) made of Platinum. It works by changing its electrical resistance as temperature changes. A thermocouple works by generating a small voltage (millivolts) based on the Seebeck effect. They are physically and electrically different technologies.
Can I replace a thermocouple with an RTD?
Only if your controller supports it. You cannot simply swap the wires. You must change the input configuration on your PID controller or PLC from “TC” to “Pt100” (or RTD). You will likely also need to run a third wire to the sensor, as industrial RTDs use a 3-wire configuration, whereas thermocouples use 2 wires.
Which is more accurate, Type K or Pt100?
Pt100 is significantly more accurate. A standard Type K thermocouple has a tolerance of ±2.2°C, while a standard Class A Pt100 has a tolerance of ±0.15°C (at 0°C). For precision applications below 500°C, Pt100 is the clear winner.
Why use a thermocouple instead of an RTD?
Thermocouples are chosen primarily for: High Temperatures: They can survive up to 2300°C (Type C/D) or 1260°C (Type K), whereas RTDs fail around 600°C. Durability: They are solid-state and handle vibration/shock better. Response Time: They react faster to temperature changes. Cost: They are generally cheaper to manufacture.
Still unsure? Contact our engineers for a free application review.