Introduction & The Sagging Balance
Thermoforming is essentially a race against gravity. When a large sheet of plastic—such as ABS, HIPS, or Polycarbonate—is suspended in a clamping frame, the heating process becomes a delicate balancing act.
As the plastic absorbs heat, it naturally begins to soften and droop, a phenomenon known as “Sagging.” If your thermoforming heater is too slow (typical of older machines using ceramic elements), the sheet will sag excessively like molten chewing gum, thinning out in the center or even touching the bottom heater bank, creating a fire hazard. Conversely, if the heating is uneven, the sheet will remain rigid in the corners while the center is molten, leading to “Webbing” (folds of excess plastic) and structural weakness during the vacuum draw.
The solution is not more heat; it is smarter heat. By replacing sluggish ceramic bricks with fast-response Quartz Thermoforming Heaters (specifically Medium-Wave Carbon Fiber), you gain the ability to “Zone” your oven. You can instantly flash heat to the edges to compensate for frame cooling, while gently warming the center to prevent sag.
Different plastics absorb heat differently. Before retrofitting your machine, verify the absorption spectrum in our Quartz Heaters Guide to ensure you choose the right filament.
Material Physics: What Light Does Plastic “Eat”?
Why is Medium-Wave infrared (specifically Carbon Fiber) the undisputed champion for heating thermoforming plastics? The answer lies in molecular resonance.
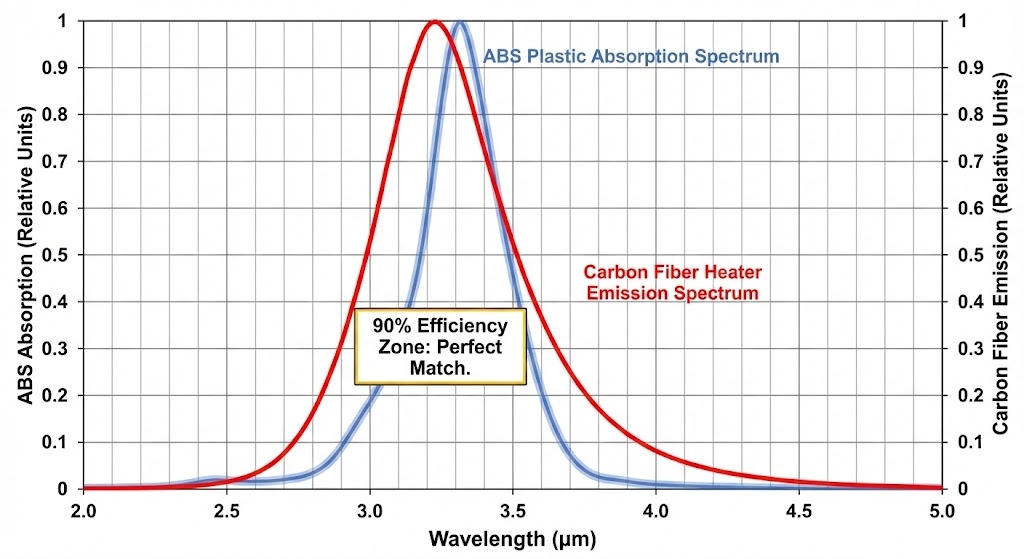
1. Absorption Spectrum Matching
Industrial thermoplastics are comprised of long hydrocarbon chains. The Carbon-Hydrogen (C-H) bonds in these molecules exhibit a massive natural absorption peak between 3.0 μm and 3.5 μm.
- The Mismatch: A standard short-wave halogen lamp (1.0 μm) is too powerful. Its high-energy photons punch straight through a 3mm sheet of clear plastic, heating the machine bed below while leaving the plastic relatively cool.
- The Match: A Carbon Fiber thermoforming heater (emitting at 2.5–3.5 μm) hits the absorption “sweet spot” of the plastic perfectly. The energy is grabbed by the entire thickness of the sheet, heating it uniformly from surface to core without overheating the skin.
2. The Color Blindness Advantage
In a job shop environment, you might form black automotive dash panels in the morning and white medical trays in the afternoon.
- The Problem: Short-wave heaters heat black plastic 5x faster than white plastic, requiring constant PID parameter tuning.
- The Advantage: Medium-wave Carbon Fiber heaters are relatively “Color Blind.” The absorption difference between black and white material at 3.0 μm is negligible. This allows you to switch colors without re-programming your entire heating profile.
The Upgrade Logic: Quartz vs. Ceramic Thermoforming Heaters
For decades, ceramic infrared elements (the square “brick” heaters) were the standard. Today, they are the bottleneck. Here is why swapping them for quartz tubes increases throughput by 30%.
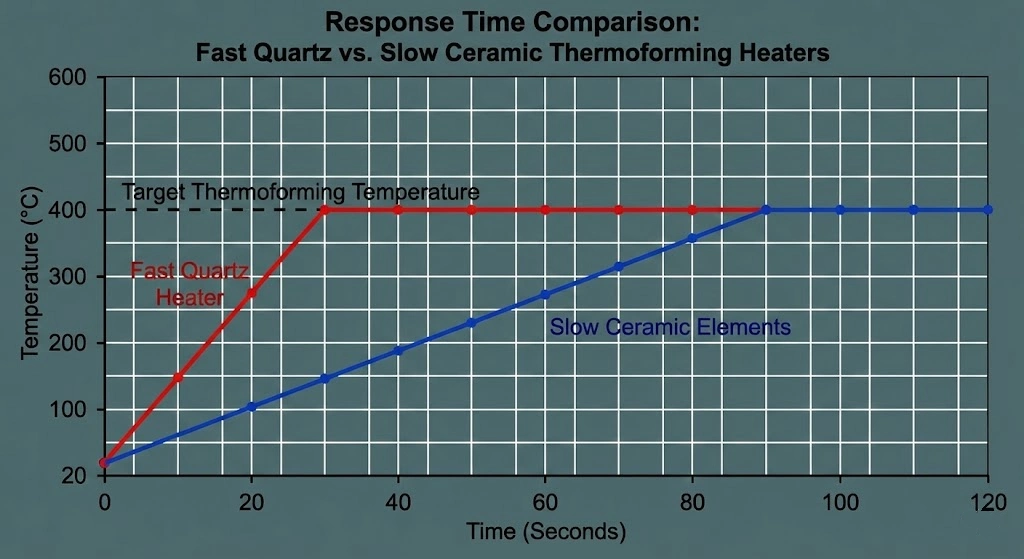
1. Thermal Inertia (The Speed Trap)
- Ceramic: Ceramic is a thermal mass. It takes 15-20 minutes to heat up and 30 minutes to cool down. Once it’s hot, it stays hot. You cannot turn it off between cycles.
- Quartz: A quartz thermoforming heater has near-zero thermal mass. It reaches full operating temperature in < 5 seconds. This allows for Index Heating—the heaters turn ON only when the plastic is under them, and turn OFF instantly when the sheet moves to the molding station.
2. Standby Energy Savings
Consider a factory running 2 shifts. With ceramic heaters, the oven runs at 100% power even during loading/unloading, lunch breaks, and mold changes, wasting massive amounts of electricity. With quartz, the heaters are OFF whenever the machine is idle. For a typical vacuum forming plant, this “Instant On/Off” capability slashes the annual electricity bill by 40% to 50%.
Zoning & Edge Compensation: The Matrix Heating Strategy
A uniform heat source on a uniform sheet results in non-uniform forming. Why? Because the heavy aluminum clamping frame acts as a heat sink, sucking energy out of the plastic’s edges.
1. The Edge Effect
If you apply uniform heat, the center of the sheet will reach 150°C (forming temp) while the edges near the clamp only reach 120°C. When the mold pushes up, the cold edges won’t stretch, causing the plastic to thin out dangerously in the center or tear at the corners.
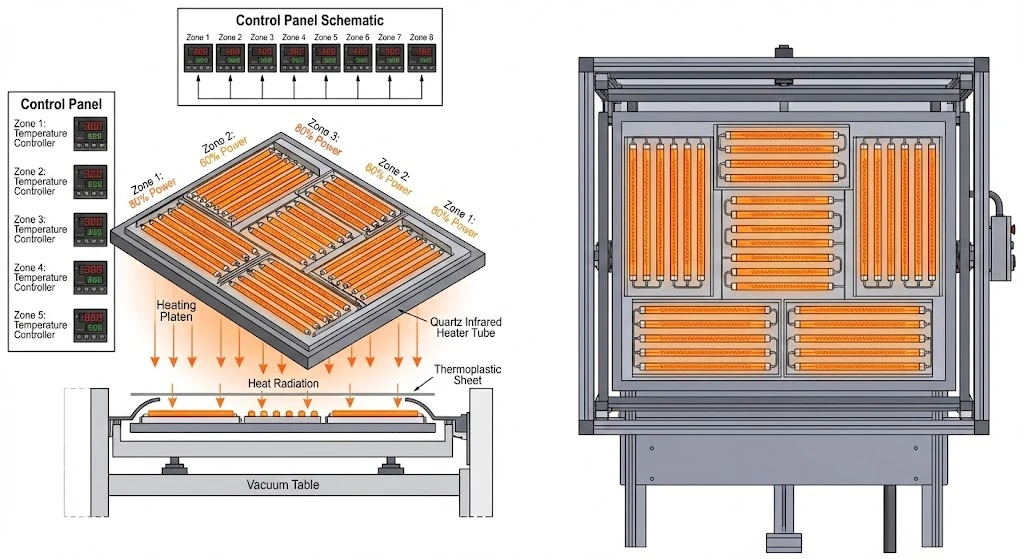
2. Pixelated Control (Matrix Zoning)
The solution is to build a “Pixelated” heating array. Instead of long tubes spanning the whole width, we use a grid of shorter quartz thermoforming heaters (e.g., 300mm or 500mm lengths).
- The Strategy: By wiring these into a 4×4 or 6×6 control matrix, you can overdrive the perimeter heaters to 100% power (to fight the clamp cooling) while dialing back the center heaters to 60% power (to prevent sagging). This creates a thermal profile that is theoretically uneven but practically results in a perfectly uniform plastic sheet.
Retrofitting Guide: From Old Ceramic to New Quartz
You don’t need to buy a new $200,000 machine to get these benefits. Hongtai specializes in retrofitting existing vacuum formers with modern thermoforming heaters.
1. Mechanical Compatibility
We manufacture quartz heaters with standard industry fittings—Ceramic End Caps (SK15) or Snap-in Springs—that are designed to fit directly into the existing mounting busbars of older ceramic or metal-rod ovens. You can literally unscrew the old ceramic block and clip in a high-speed quartz tube.
2. Custom Shapes for Deep Draw
For specialized “Deep Draw” parts (like tall bathtubs or luggage shells), a flat heater bank isn’t enough. We can provide Custom U-Shape or Omega (Ω) Shape quartz tubes to create “wall heating” or corner-focused radiation, ensuring vertical walls of the plastic are heated just as thoroughly as the flat bottom.
FAQ: Questions from Vacuum Forming Engineers
Why is my plastic sheet webbing (folding over itself)?
Webbing is a classic sign of Overheating. It usually means the sheet has become too fluid. This is often caused by heaters that are too close to the sheet, or using short-wave heaters that overheat the surface. Switching to a Medium-Wave Carbon Fiber thermoforming heater and increasing the heater-to-sheet distance will solve this.
Can quartz heaters work with thick sheets (>6mm or 0.25″)?
Yes, but for heavy-gauge sheets (like those used for truck bed liners or spas), we strongly recommend Sandwich Heating (Top & Bottom banks). Using Carbon Fiber quartz tubes on both sides ensures the core of the 6mm sheet reaches forming temperature before the surfaces degrade.
How close should the heaters be to the sheet?
The Golden Rule for quartz arrays is a stand-off distance of 3 to 4 times the element spacing. Typically, this means mounting heaters 150mm to 200mm away from the plastic. If they are too close, you will get “striping” (hot bands on the plastic directly under the tubes).
Conclusion: Precision Zoning Beats Brute Force
Thermoforming is not about “cooking” plastic; it is a precise science of rheology and thermal windows. Upgrading your static, slow ceramic oven to a dynamic, zoned Quartz Thermoforming Heater array is the single most effective ROI investment you can make for an older machine.
Revitalize your old thermoformer. Don’t let slow cycle times kill your margins. Snap a photo of your current heating bank and send it to Hongtai. Our engineering team will analyze your setup and provide a free Zoned Upgrade Layout Drawing, showing you exactly how to arrange quartz tubes for a 30% productivity boost.
[Get Your Free Heater Upgrade Layout]









