In 24/7 injection molding and extrusion workshops, electricity costs consistently rank as the highest operational expense immediately following raw materials. Yet, the thermal dynamics of the production floor are often ignored. Traditional heating bands do not just consume staggering amounts of power; they radiate massive thermal loads into the ambient air. This forces your facility’s HVAC system to work overtime to counteract the waste heat, creating a compounding cycle of energy waste.
This guide dissects how Nano Band Heaters transform the energy conversion equation in polymer processing. Starting from thermodynamic infrared radiation principles, we will analyze the exact mechanisms of energy loss, provide real-world power consumption data, and outline the framework for calculating precise Return on Investment (ROI) timelines for plant-wide upgrades.
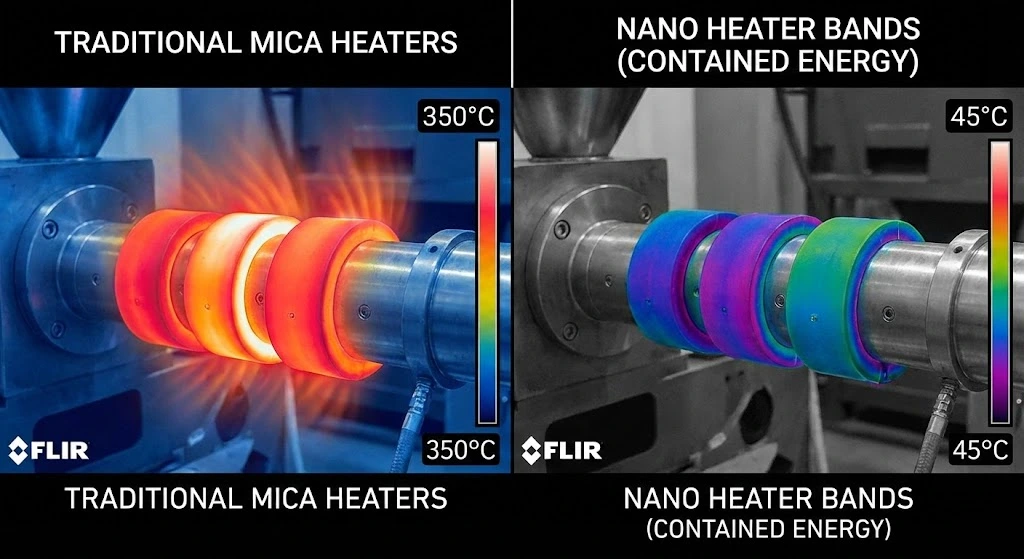
The thermodynamic reality is this: Nano Band Heaters utilize aerospace-grade polymer aerogel insulation combined with directional far-infrared radiation to heat the machine barrel—not the workshop air. This engineering leap reduces external surface temperatures to safe, touchable levels (40°C–70°C) while achieving absolute electrical energy savings of 30% to 50%.
For technical specifications, dimensions, and engineering drawings, visit our [Ultimate Industrial Band Heaters Guide].
Root Cause Analysis: Why Are Traditional Heating Systems So Inefficient?
To understand the value of an upgrade, one must first quantify the inefficiency of the legacy system. The assumption that “heating rings just need to get hot” ignores the fundamental laws of thermodynamics and creates hidden operational penalties.
Energy Loss in Heat Transfer Pathways
Standard mica or ceramic band heaters rely on a metallic outer sheath to clamp the element to the barrel. Without significant external insulation, this sheath acts as a thermal radiator.
When a standard heater operates at a setpoint of 300°C, the physical mechanism of heat transfer dictates that energy will move toward the path of least resistance. Up to 40% of the electrical energy consumed by a traditional heater is lost as ambient convective and radiant heat dissipating into the surrounding air, rather than conducting into the steel barrel and the plastic resin.
The Hidden Cost: The Workshop Cooling Penalty
This thermal bleed creates a secondary, often untracked expense: the HVAC cooling penalty.
When 40% of your heating energy escapes into the workshop, the facility’s air conditioning system must extract that thermal load to maintain a safe working environment. We can calculate this using the Coefficient of Performance (COP) of your plant’s cooling system:
Total Wasted Power = Q{waste} + ( {Q{waste} / {COP_{hvac} )
If a machine radiates 10kW of waste heat per hour, and your HVAC system has a COP of 2.5, the air conditioning draws an additional 4kW of electricity strictly to cool the waste heat generated by the inefficient heaters. Upgrading your heating bands directly cuts both the heating electrical load and the facility’s cooling electrical load.
Hardcore Analysis: How Nano Far-Infrared Technology Works
Why does a Nano Band Heater command a higher initial capital expenditure, and what material science justifies this premium? The answer lies in replacing pure contact conduction with engineered radiant physics and aerospace insulation.
Far-Infrared Radiant Heat (Penetration Heating)
Traditional resistance wires rely on conduction, requiring perfect physical contact to push heat into the barrel.
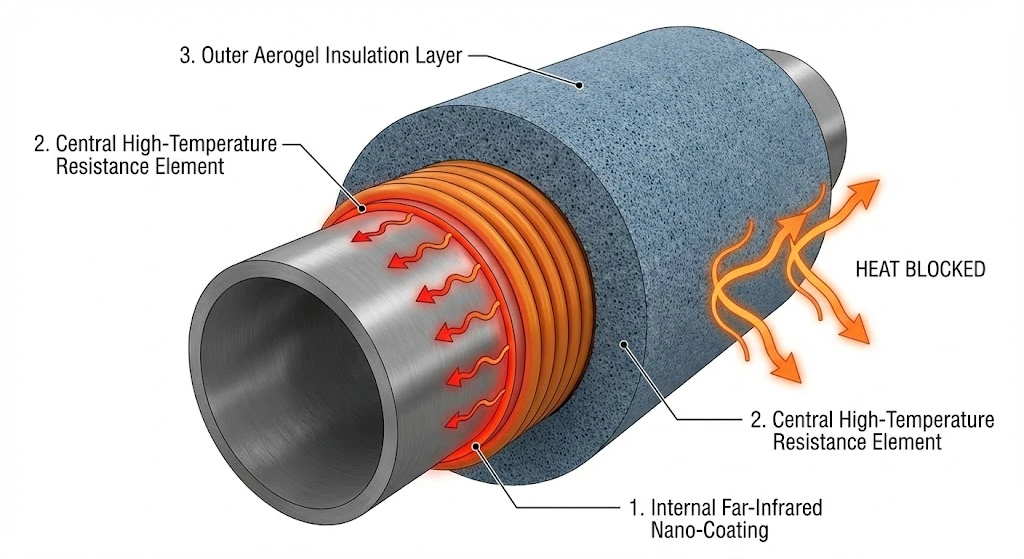
Nano Band Heaters utilize a specialized nano-coating applied to the internal radiating surface. When energized, this coating emits high-frequency far-infrared radiation (typically in the 2.5 to 15 µm wavelength range). According to the Stefan-Boltzmann law of thermal radiation:
q = ε * σ * T^4
By engineering the nano-coating to have a near-perfect emissivity ($\epsilon \approx 0.95$) that matches the absorption spectrum of the steel barrel, the infrared energy directly penetrates the metal. It acts directly upon the internal resin molecules, achieving highly efficient “penetration heating” without relying strictly on tight surface-to-surface clamping.
Aerospace-Grade Aerogel Insulation
Generating infrared heat is only half the equation; trapping it is the other. The external layer of a Nano Band Heater integrates polymer aerogel—the lightest solid material known to science, initially developed for aerospace thermal shielding.
Aerogel relies on the Knudsen Effect. Its nanoporous structure is so small that the pore diameter is less than the mean free path of gas molecules. This physically prevents air molecules from colliding and transferring convective heat through the material. This extreme thermal barrier is the core engineering secret that allows the internal radiating face to reach 400°C while the external stainless steel casing remains between 40°C and 70°C.
Financial Model: Calculating ROI for 30%+ Energy Savings
In industrial manufacturing, technical upgrades must be justified to the CFO using hard data and payback timelines. Nano Band Heaters are not an expense; they are an asset with a predictable financial yield.
Real-World Power Consumption Comparison Test
In documented tests conducted at the Hongtai Engineering Laboratory, we instrumented a standard 250-ton injection molding machine processing ABS at 240°C.
- Original System: Equipped with standard ceramic heating bands drawing a total rated power of 12kW. The average running power (due to heat loss and continuous PID cycling) was measured at 8.2kW/hour.
- Upgraded System: Replaced 1:1 with Hongtai Nano Band Heaters. The average running power dropped to 4.5kW/hour.
This represents a direct electrical savings of 45% on the heating circuit alone, before factoring in HVAC load reductions.
6-10 Month Payback Period Model
Use the following engineering framework to calculate your exact ROI.
| ROI Calculation Metric | Formula / Example Data |
|---|---|
| 1. Delta Power (kW) | Legacy Average kW – Nano Average kW (e.g., 8.2kW – 4.5kW = 3.7kW saved/hr) |
| 2. Daily Savings (kWh) | Delta Power × 24 Hours (e.g., 3.7 × 24 = 88.8 kWh/day) |
| 3. Annual Financial Savings | Daily Savings × Electricity Rate × Operating Days (e.g., 88.8 × $0.12/kWh × 300 days = $3,196/year) |
| 4. Payback Period (Months) | (Total Cost of Nano Heaters / Annual Financial Savings) × 12 |
Conclusion: In high-volume facilities, the capital expenditure for Nano Band Heaters typically reaches full break-even within 6 to 10 months. Every month of operation thereafter generates pure profit directly to the bottom line.
Process Upgrade: Eliminating “Temperature Overshoot”
While energy reduction drives the financial argument, process engineers specify Nano Heaters to resolve a critical quality control issue: thermal lag and temperature overshoot.
Zero Thermal Inertia & Precise PID Response
Traditional heavy ceramic and cast-in heaters have high thermal mass. When the machine’s PID controller registers that the setpoint is reached and cuts the power, the massive physical bulk of the heater continues to bleed residual heat into the barrel. This “thermal lag” causes temperature overshoot, which can easily degrade, burn, or yellow heat-sensitive engineering resins like Polycarbonate (PC), medical-grade PVC, or transparent acrylics.
Nano heating elements are constructed with a highly responsive, low-mass core. They possess near-zero thermal inertia. When the PID controller cuts power, the infrared emission stops almost instantly. This allows the machine to hold a dramatically tighter temperature tolerance window ($\pm 1^\circ$C), improving part consistency, dimensional stability, and overall yield rates.
2026 ESG Compliance and Workplace Safety
Modern manufacturing requires strict adherence to occupational safety standards and environmental impact audits. Upgrading your thermal equipment is a direct pathway to compliance.
Eliminating Third-Degree Burn Risks
A standard extruder barrel operating at 300°C features exposed metal sheathing that will cause instantaneous third-degree burns upon contact. Facilities typically mitigate this by building bulky, restrictive safety cages around the machinery. Because the aerogel insulation drops the exterior temperature of the Nano Heater to between 40°C and 70°C, the burn hazard is effectively eliminated at the source.
ISO 50001 Energy Management Certification
As global supply chains demand greener manufacturing footprints, facilities are pursuing ISO 50001 certification. Demonstrating a 30% reduction in thermal energy consumption provides heavily weighted data for energy audits. Hongtai manufactures these systems under strict ISO 9001 quality controls, holds CE, LVD, and RoHS certifications, and ensures all products fully comply with AS/NZS standards, providing your compliance officers with the exact documentation required for international equipment validation.
Pitfall Guide: How to Spot “Pseudo-Nano” Heating Circles
As the market recognizes the ROI of aerogel and infrared technology, low-end suppliers have flooded the market with counterfeit “energy-saving” bands. Engineers must understand how to identify these dangerous structural flaws.
Insulation Sleeves vs. True Infrared Radiation
The most common counterfeit involves a supplier taking a standard, legacy mica heating ring and simply wrapping it in a thick fiberglass or asbestos insulation blanket.
The Engineering Hazard: Traditional mica heaters are not designed to operate inside a heavily insulated vacuum. By blocking the outward heat transfer without changing the internal radiation physics, the internal resistance wire cannot dissipate its energy. The internal wire temperature quickly exceeds the melting point of the NiCr alloy, resulting in catastrophic dielectric breakdown and a dead short circuit within weeks. True Nano Heaters use specialized high-temperature alloy arrays and infrared coatings specifically engineered for a high-insulation environment.
Hongtai’s Factory Testing Standards
Do not accept “estimated” energy savings. Hongtai provides authentic pre-shipment testing documentation. We supply comparative power-draw curves and certified thermal imaging reports validating both the exterior touch temperature and the active wattage reduction for your specific barrel dimensions.
Upgrade Action Guide (Upgrade SOP)
Replacing legacy equipment does not require excessive downtime or complex retrofitting.
Installation Compatibility and Plug-and-Play
Nano Band Heaters are engineered as exact 1:1 physical drop-in replacements.
- Mechanical: They utilize the same clamping dimensions, barrel nuts, or flange lock-ups as your existing heaters.
- Electrical: The terminal boxes, voltage requirements, and wiring harnesses match your legacy ceramic or mica bands identically.
- Control: Your existing thermocouples and PLC/PID control algorithms will automatically adapt to the faster response times without requiring software modifications or rewiring.
Frequently Asked Questions
What is a nano band heater?
A nano band heater is an advanced industrial heating element that uses far-infrared radiant technology to heat machine barrels directly. It features an aerospace-grade aerogel insulation layer that prevents heat from escaping, drastically lowering the external surface temperature and saving significant electrical energy.
How much energy does a nano heater actually save?
Field data from extrusion and injection molding plants shows consistent energy savings between 30% and 50% compared to traditional mica or ceramic band heaters. The exact percentage depends on your machine’s cycle time, target temperature, and ambient facility conditions.
Are nano band heaters safe to touch?
Yes. Because the internal aerogel insulation is extremely efficient at blocking convective and conductive heat transfer to the outer shell, the surface temperature typically remains between 40°C and 70°C. This eliminates the need for bulky safety cages and drastically reduces the risk of severe workplace burns.
Can I install a nano heater on my existing injection molding machine?
Absolutely. Nano band heaters are designed as direct plug-and-play replacements. They are manufactured to the exact inner diameter and width of your old heaters, use the same mechanical clamping mechanisms, and feature identical electrical termination styles, requiring no modifications to your machine’s electrical system or control panels.









