Introduction
In the injection molding industry, the heating element is often the cheapest component in the mold, yet it holds the power to destroy your cycle time.
If your cartridge heater burns out after an hour, you lose production. But if a heater shorts out because molten plastic leaked into the leads, or if it swells and seizes inside a $50,000 manifold, you aren’t just losing time—you are facing expensive mold repairs.
The stability of your thermal system dictates your Cycle Time and your Scrap Rate.
This guide, benchmarked against standards from industry leaders like Nexthermal and Watlow, deconstructs the specific requirements for Injection Molding Cartridge Heaters. We will analyze why H7 fit tolerance is the only defense against burnout, how to shield leads from plastic leakage, and why processing engineering plastics like PEEK requires a metallurgical upgrade to Incoloy 800.
Note: For the fundamental physics of heat transfer and watt density, please refer to our [Ultimate Cartridge Heater Engineering Guide].
1. Tolerance & Lifespan: The “Gap of Death” in Molds
Why do some heaters last for 6 months while others fail in 6 days? The answer lies in the microscopic air gap between the heater and the mold bore.
Why -0.02mm Tolerance is Non-Negotiable
Injection molds typically operate between 200°C and 400°C.
- The Physics: If you use a cheap heater with a loose tolerance (e.g., -0.10mm), that air gap acts as an insulator. To drive heat across that gap to reach a mold temp of 300°C, the internal heater core must burn at over 800°C.
- The Failure: This internal overheating causes the resistance wire to oxidize and break rapidly.
- The Solution: We manufacture our “Blue Label” injection series to a precision tolerance of -0.02mm to -0.06mm. This tight fit allows the heater to run cooler internally while delivering heat faster to the plastic.
Thermal Transfer & Cycle Time
A tight fit isn’t just about survival; it’s about profit.
Efficient Heat Transfer = Faster Recovery = Shorter Cycle Time.
By eliminating the air gap, you reduce the “Thermal Lag” between the controller calling for heat and the mold actually warming up. This allows for faster startup and more shots per hour.
2. Fighting Leakage: The Dirty Reality of Molding
Ask any maintenance technician what they hate most, and they will say: “Digging carbonized plastic out of a wire channel.”
The “Plastic Attack”
When a nozzle leaks or a manifold overflows, molten plastic (ABS, Nylon, PP) flows into the heater bore.
- Carbonization: The plastic cooks onto the heater, turning into a hard black coke that cements the heater into the hole.
- Short Circuits: The plastic invades the lead exit, damaging the insulation and causing an electrical arc.
The Defense: Teflon & Epoxy Barriers
Standard fiberglass leads act like a wick, soaking up oil and plastic fumes.
- The Upgrade: For injection molding, we recommend Teflon (PTFE) Leads or high-temperature Silicone Sleeve protection.
- The Seal: Our injection-grade heaters feature a specialized Epoxy Potting at the lead exit. This creates a temporary barrier against molten plastic, buying your maintenance team time to spot the leak before it destroys the heater internals.
3. High-Temp Engineering Plastics (PEEK/PPS)
The automotive and medical sectors are moving toward high-performance polymers. Your heater specs must change with them.
Why SS304 Fails at 350°C
Processing standard plastics like PP or ABS (200°C-250°C) is easy for Stainless Steel 304.
However, engineering plastics like PEEK, PPS, or Ultem require mold temperatures exceeding 350°C.
- The Risk: At these temperatures, standard SS304 sheaths begin to oxidize rapidly (scaling). The metal softens, and the heater swells, locking it permanently into the mold.
The Incoloy 800 Necessity
For any mold running > 300°C, Incoloy 800 is mandatory.
Review Data: In our lab tests at 400°C continuous hold, Incoloy 800 heaters maintained structural integrity for 5x longer than SS304 equivalents. While Incoloy costs 20-30% more, it eliminates the risk of drilling out a seized heater from a PEEK mold.
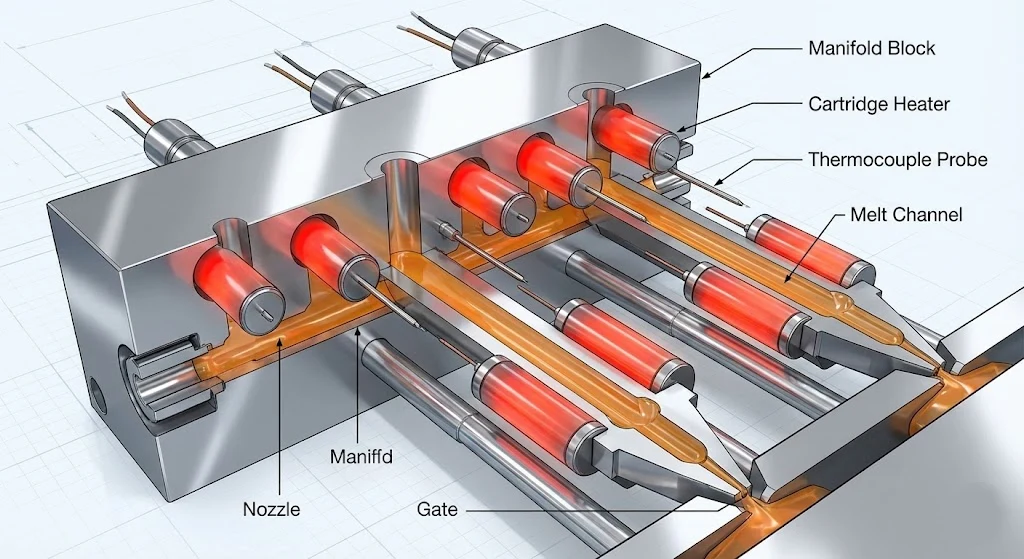
4. Hot Runner Systems: The Precision Component
In a hot runner manifold, the heater must bend and flex to fit complex channels.
Dimensional Stability
Hot runner heaters are often formed into grooves. If the heater sheath isn’t annealed (softened) correctly, it will “spring back,” lifting out of the groove. This creates hot spots and uneven flow.
We utilize a proprietary annealing process that ensures the heater stays exactly where you bend it.
Built-in Thermocouples (Type J)
Precision is key. A variance of 10°C can cause the plastic to degrade (burn) or freeze in the gate.
- The Standard: Type J Thermocouples are the injection industry standard.
- Grounded Junction: We recommend a “Grounded” junction (welded to the tip) for the fastest possible response time to catch temperature spikes before they damage the plastic.
5. Manufacturer Review: How to Audit Your Supplier
Not all “Industrial Heaters” are built for injection molding. Here are 4 questions to ask your current supplier to see if they are up to the task.
The Supplier Audit Checklist
- “What is your standard diameter tolerance?”
- Pass: -0.02mm to -0.06mm.
- Fail: ±0.1mm (This is a low-density water heater, not a mold heater).
- “Do you verify Insulation Resistance at 500V?”
- Pass: Yes, > 500 MΩ.
- Fail: No, or lower standards.
- “What is the Pull Test rating of your leads?”
- Pass: > 8kg (Indicates a robust Swaged-in connection).
- Fail: Leads pull out easily (Crimped connection).
- “Do you offer Distributed Wattage for manifolds?”
- Pass: Yes, we can wind the ends hotter to compensate for edge loss.
Hongtai vs. Traders: We aren’t just a catalog. We are a factory that understands terms like “Short Shot,” “Flash,” and “Cycle Time.” We build heaters specifically to survive the injection environment.
6. Selection Guide: Plastic vs. Heater Spec
Use this table to match your heater material to your polymer.
| Plastic Material | Processing Temp | Recommended Sheath | Rec. Watt Density |
| ABS / PP / PE | 200°C – 250°C | SS304 | Medium (10-15 W/cm²) |
| PC / Nylon (PA) | 280°C – 320°C | SS316L | High (15-20 W/cm²) |
| PEEK / PPS / PSU | 350°C – 400°C | Incoloy 800 | Ultra High (20+ W/cm²) |

Conclusion: Protect Your Mold Investment
Don’t let a $10 heater ruin a $10,000 mold. The cost of drilling out a seized heater or scrapping a production run far outweighs the price of a proper Incoloy, High-Density Cartridge Heater.
Hongtai stocks a full range of Injection-Grade heaters from 1/4″ to 1″ diameter, ready for immediate dispatch. Upgrade your thermal system today and stop the downtime.
FAQ: Injection Molding Heater Questions
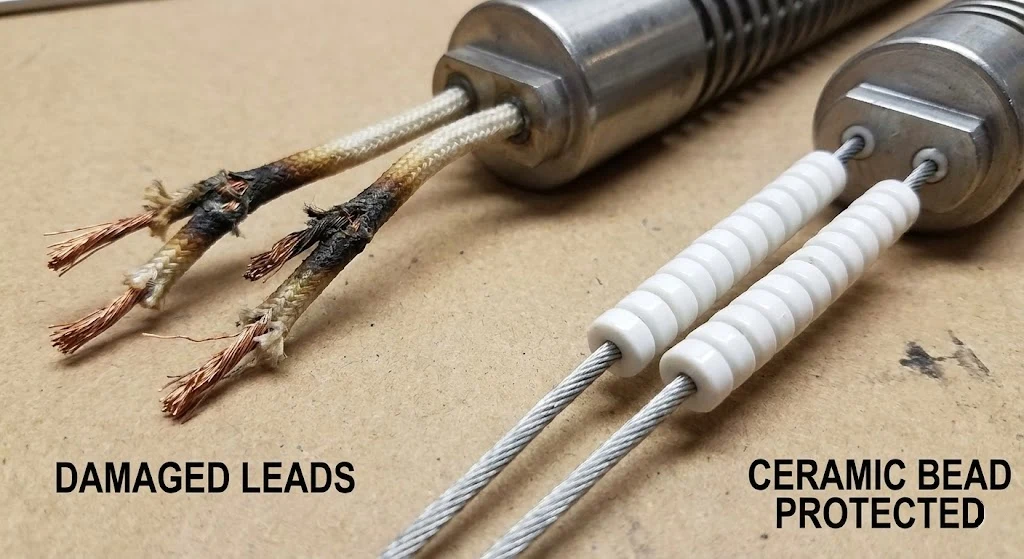
Why do my heater leads always break right at the heater body?
This is due to thermal embrittlement and mechanical stress. The leads are likely exposed to the high radiant heat of the mold platens.
Fix: Request Ceramic Bead insulation over the leads or switch to a Swaged-in internal connection which is more robust against handling.
My new heater won’t fit in the hole. Should I sand it down?
NEVER. Sanding a heater thins the sheath unevenly, creating hot spots and electrical shock risks.
The Real Issue: If a new heater doesn’t fit, your mold hole likely has carbonized plastic or oxidation build-up. Use a Reamer to clean the hole. If the hole is clean and the heater is still too big, the heater is out of spec—return it.
Can I use a lower wattage heater to save electricity?
No. A lower wattage heater will just run at 100% duty cycle longer to reach the set point, using roughly the same energy but slowing down your startup time. It’s better to use the correct high wattage for fast startup and let the PID controller throttle the power once hot.










