Introduction
If your sealing jaw temperature fluctuates by just 5°C, you aren’t just losing heat—you are losing thousands of dollars in wasted film and leaking product. If your maintenance team is replacing heaters every few weeks because the leads snapped off, you are fighting a losing battle against vibration.
Stop blaming the machine operator. The problem is likely the hardware inside the mold.
This guide provides the specific engineering solutions for high-speed packaging lines: Distributed Wattage technology to eliminate “cold edges,” and Swaged-in Leads to withstand 200 cycles per minute.
1. The #1 Killer of Seal Quality: The “Cold Edge” Effect
Why do so many packages fail at the corners? The answer lies in the thermodynamics of your sealing bar, not the controller settings.
The Physics of Heat Loss
A standard cartridge heater produces uniform heat. But your sealing bar acts like a cooling fin at the ends.
- The Problem: The center of the bar is insulated by the machine mass, while the ends are exposed to air and connected to the frame.
- The Result: The center overheats (burning the film) while the ends remain too cool (causing leaks). No amount of PID tuning can fix this physical imbalance.
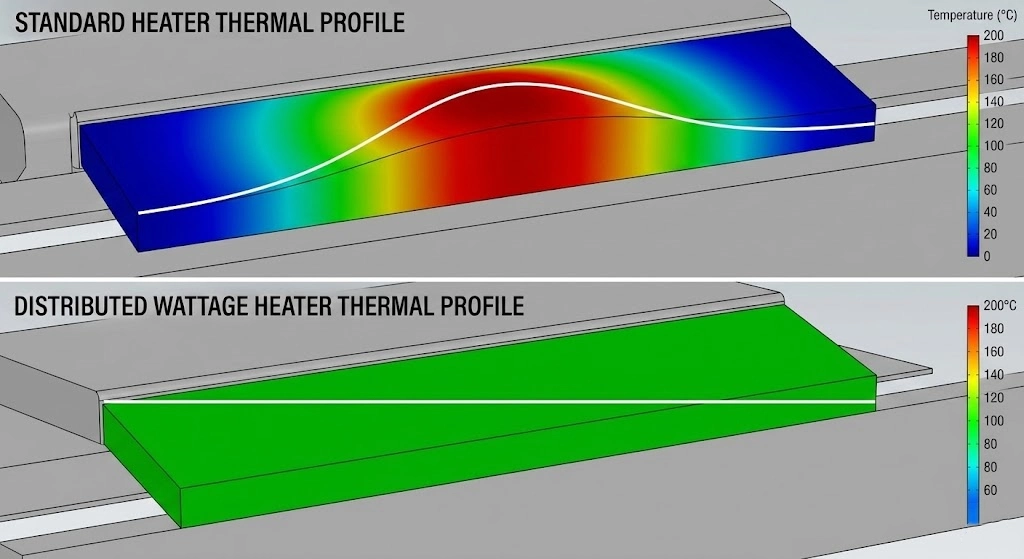
[Visual Element]: A 3D thermal simulation diagram. Top: A standard heater showing a “Bell Curve” heat profile (Hot center, Cold ends). Bottom: A “Distributed Wattage” heater showing a perfectly flat, uniform green temperature line across the entire sealing face.
The Solution: Distributed Wattage (Profiled Winding)
To fight this physics, we engineer the heat source. Distributed Wattage involves winding the resistance wire tighter (higher power) at both ends—typically the last 15-20% of the length.
- The Effect: This injects extra energy exactly where the heat loss occurs.
- The Benefit: It flattens the temperature curve, achieving $\pm 2^\circ C$ uniformity across the entire length of the seal, significantly widening your “operating window” for different film types.
2. Survival at 200 Cycles Per Minute: Vibration Proofing
Vertical Form Fill Seal (VFFS) machines are heater destroyers. The reciprocating motion creates a “whipping” effect that work-hardens copper wires until they snap.
The Wrong Choice: Crimped-on Leads
Standard heaters use a rigid crimp connection just outside the metal sheath. Under vibration, this rigid point acts as a fulcrum. It is not a matter of if it breaks, but when.
The Right Choice: Swaged-in Leads + Strain Relief
For moving jaws, you must eliminate the mechanical weak point.
- Swaged-in Construction: The flexible lead wires are inserted deep inside the heater body and compressed (swaged) with the MgO. The wire exits the heater fully flexible, dampening the vibration.
- Right Angle Exit: Keeps the wires parallel to the jaw movement, reducing the bend radius stress.
- Mechanical Protection: Adding a Stainless Steel Spring or Interlocked Armor Hose prevents the wire from kinking against the machine frame.
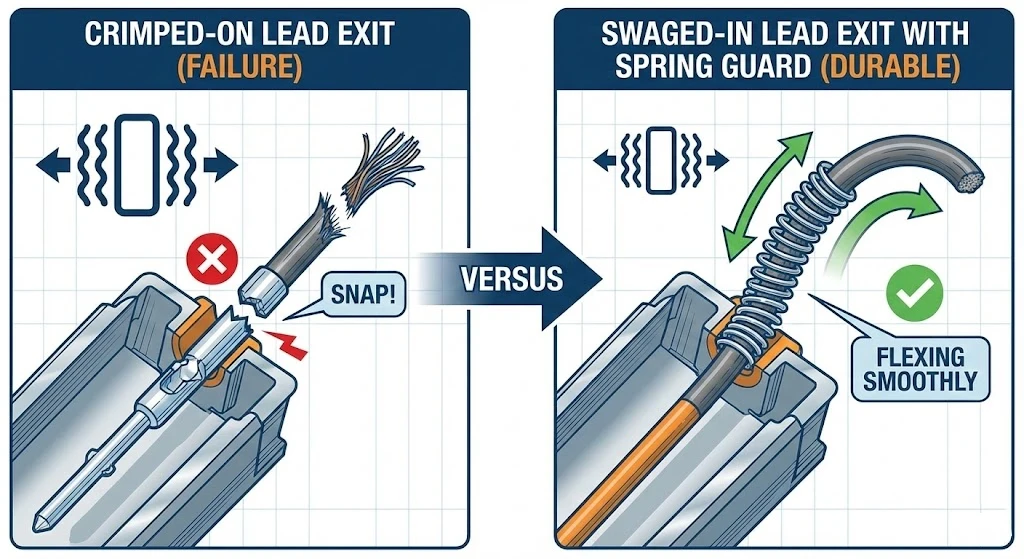
[Visual Element]: A technical illustration comparing lead exits. Left: “Crimped-on” showing the rigid pin snapping under vibration. Right: “Swaged-in with Spring Guard” showing the wire flexing smoothly without stress.
3. Matching the Heater to the Machine Format
Different packaging formats require tailored thermal strategies.
Vertical Form Fill Seal (VFFS)
- Demand: Fast cycle times.
- Spec: High Watt Density for fast thermal recovery, Internal Thermocouple (Type J) for instant feedback loop control, and swaged leads for motion.
Flow Wrappers (Horizontal)
- Demand: Consistent heat transfer to rotary jaws.
- Spec: Precision Tolerance (-0.02mm). A loose fit here creates an air gap that slows down heat transfer, forcing you to run the machine slower.
Blister Packaging & Tray Sealers
- Demand: Large plate uniformity.
- Spec: These large plates often use long (e.g., 500mm+) heaters. We recommend Matched Resistance Sets (paired within 1% Ω) to ensure the left side of the tray seals exactly the same as the right side.
4. Hygiene & Contamination: The Washdown Challenge
Food factories are hostile environments. Sugar dust, oil, and high-pressure washdowns destroy standard heaters.
The Carbonization Trap
If plastic film dust or food oil gets into the lead exit of the heater, it will carbonize due to the heat. This carbon creates a conductive bridge, causing a short circuit (Arcing).
The “Washdown-Ready” Upgrade
- Teflon (PTFE) Seal: Replaces the standard porous cement seal. It creates a watertight barrier against oil and moisture ingress.
- Teflon Leads: Unlike fiberglass, Teflon leads can be wiped clean and do not absorb grease.
- Right Angle Block: A fully sealed steel block at the exit makes the heater easier to clean, eliminating crevices where bacteria can hide.

[Visual Element]: A close-up photo of a “Washdown Ready” heater featuring a sealed Right Angle Block and white Teflon leads, contrasted with a dirty, oil-soaked standard fiberglass heater.
5. The “Aftermarket” Advantage: OEM vs. Replacement
Why pay $80 for a heater with a brand logo when the $25 replacement is better?
The OEM Markup Reality
Packaging machine builders (OEMs) are mechanical experts, not thermal experts. They typically buy standard heaters, put them in a branded box, and mark them up by 300%.
The Hongtai Upgrade
When you source directly from Hongtai, you aren’t just getting a copy; you are getting an upgrade.
- Problem: The OEM heater has crimped leads that break every 3 months.
- Solution: We analyze your failed sample and rebuild it with Swaged-in leads and Armor Hose.
- Result: You get a heater that costs 50% less but lasts 3x longer.
- Lead Time: 7-10 days (vs. 6-8 weeks for OEM parts).
6. Zero-Click Checklist: Ordering for Packaging Machines
Copy this checklist when requesting a quote to ensure you get the right spec.
- [ ] Sealing Bar Length: (Critical for calculating distributed wattage).
- [ ] Motion Type: Stationary (Bar) or Moving (Jaw)?
- [ ] Lead Exit: Straight or Right Angle?
- [ ] Protection: Do you need a Spring or Armor Hose?
- [ ] Sensor: Built-in Thermocouple required? (J or K?)
- [ ] Voltage: 240V (Standard) or 120V?
Conclusion: Optimize Your OEE with Hongtai
Don’t let a cheap heating element be the bottleneck of your million-dollar packaging line. Whether you need to solve the “Cold Edge” problem with Distributed Wattage or eliminate downtime with Swaged-in Leads, Hongtai has the engineering data to support you.
We offer Free Thermal Imaging Analysis for your sealing bars. Send us your problem setup, and we will engineer a heating profile that guarantees a perfect seal, every time.
FAQ: Packaging Heater Questions
How much more does a “Distributed Wattage” heater cost?
Surprisingly little. The manufacturing setup is similar to standard winding. Typically, the premium is only 10-15%, but the ROI from reduced scrap and better seals is immediate.
Can I replace a standard heater with a higher wattage one to speed up sealing?
Be careful. Increasing wattage increases the “recovery speed,” which is good. But if you go too high, you risk overshooting the temperature (burning the film) because the sensor can’t react fast enough. A 10-20% increase is usually safe; doubling it is not.
Which lead protection is best for VFFS machines?
We strongly recommend a Right Angle Swaged-in design with a Stainless Steel Spring. The spring prevents the wire from kinking at the exit, while the swaged connection handles the internal vibration.









