In high-tonnage injection molding workshops, the nozzle and hot runner gates endure the most punishing physical conditions of the entire production cycle. Equipment in this zone is subjected to constant mechanical shock, high-pressure polymer flow, and inevitable material overflow.
When molten plastic leaks or “blows back” over the nozzle, it creates a severe engineering hazard. If this liquid polymer seeps into the seams of a conventional unsealed mica heating band, it is not merely difficult to clean; it carbonizes. This carbon layer acts as a direct electrical conductor, instantly causing the resistance wire to short-circuit to the machine’s grounded barrel, resulting in smoke, potential fire hazards, and an immediate halt to production.
This guide provides an in-depth forensic analysis of nozzle heater failure modes. By examining the internal encapsulation process of fully sealed brass nozzle heaters, we will demonstrate how eliminating internal air pockets and employing specialized edge-folding techniques achieve complete isolation from external contamination. This material upgrade extends the operational lifespan of nozzle heating elements by more than three times compared to standard alternatives.
The engineering reality is clear: Brass sealed nozzle heaters manufactured via high-pressure compaction deliver stable watt densities up to 5 W/cm². Their 100% leak-proof physical structure provides the ultimate preventive solution to nozzle short-circuit failures.
For alternative heating solutions in the primary barrel zones, refer to our [Ultimate Industrial Band Heaters Guide].

1. Engineering Disaster in the Nozzle Area: Why Standard Heating Bands Fail
Specifying standard, unsealed mica heating bands for injection nozzles in an attempt to reduce initial procurement costs is a fundamental thermodynamic and electrical error. Failure in this zone is rarely due to the quality of the resistance wire; it is driven by physical and chemical environmental breaches.
Capillary Action and Dielectric Breakdown
Standard mica band heaters are manufactured by wrapping a stainless steel sheath around a mica core. This construction inherently leaves microscopic gaps at the folded seams and terminal exit points.
When engineering plastics (such as Nylon, ABS, or Polycarbonate) leak from the nozzle, the liquid polymer exhibits capillary action, drawing itself into these minute gaps. Operating at temperatures around 300°C, the internal environment of the heater rapidly degrades the intruding plastic, boiling off the volatile organics and leaving behind pure carbon.
Mica is specified as an insulator (dielectric barrier). Carbon is a highly efficient conductor. Once a carbon bridge forms between the live NiCr resistance wire and the grounded steel sheath, dielectric breakdown occurs instantaneously. The heater arcs, tripping the machine’s breaker and destroying the element.
High-Frequency Mechanical Vibration and Wear
Beyond chemical intrusion, the nozzle zone is a high-impact mechanical environment. The carriage undergoes severe acceleration and deceleration during each injection cycle. Ordinary sheet metal housings secured by standard spot welds easily loosen, deform, or fatigue under such high-frequency vibrations. Once the clamp loosens, the vital physical contact between the heater and the nozzle is lost, leading to rapid internal overheating and wire failure.

2. Solving Leakage: The Underlying Logic of Brass Full-Seal Technology
To eliminate failure at the nozzle, the heater must be engineered as an impenetrable, monolithic component. Hongtai’s brass sealed nozzle heaters utilize a specific manufacturing process to establish irreplaceable technical barriers against environmental contamination.
Folded Ends Technology (Hermetic Sealing)
Rather than wrapping two pieces of metal together and relying on tension, brass nozzle heaters utilize a deep-drawn or specialized edge-folding process. The brass tube is hermetically folded over the internal insulating layers and heating elements. This creates a seamless metallic armor. Because there are no open seams, the heater is 100% resistant to external liquid plastics, machine oil contamination, and ambient moisture.
High-Pressure Compaction and “Zero Internal Voids”
A sealed tube is insufficient if the internal heat transfer is inefficient. During manufacturing, the sealed brass assembly is submitted to extremely high mechanical pressure.
This process fundamentally alters the internal structure. It violently compacts the internal phlogopite mica plates around the nickel-chrome resistance wires. By forcing all components into a tightly bound matrix, the process eliminates all internal air voids.
From a thermodynamic perspective (Fourier’s Law of Heat Conduction), removing air gaps maximizes the thermal conductivity ($k$) of the assembly. This “zero internal void” construction ensures a perfectly smooth contact area against the inner brass wall, allowing for an optimum, uniform heat transfer to every square centimeter of the nozzle.

3. Thermodynamic Performance: Challenging the 5 W/cm² Watt Density Limit
There is a common misconception among maintenance personnel that brass heaters heat up slower than thin stainless steel bands. When engineered correctly, the opposite is true.
Exceptional Heat Exchange Efficiency
The thermal conductivity of brass ($~109 \text{ W/m·K}$) is drastically superior to that of stainless steel ($~15 \text{ W/m·K}$). This material property allows the brass sheath to pull heat away from the internal resistance wire and push it into the machine nozzle at a highly accelerated rate.
Because the internal heat is dissipated so rapidly, the heater can safely handle much higher power loads. While standard small-diameter mica rings are physically limited to a watt density of 3 W/cm² before burning out, Hongtai’s compacted brass nozzle heaters safely and consistently operate at 5 W/cm² (with a strict wattage tolerance of +5% to -10%). This extreme power density allows the nozzle to reach its required working temperature remarkably fast, minimizing machine startup times.
Withstanding 340°C Operating Environments
Brass sealed nozzle heaters maintain their structural and metallurgical integrity up to maximum surface operating temperatures of 340°C (644°F). Unlike inferior alloys that may flake, oxidize, or become brittle under continuous thermal cycling, the high-grade brass alloy remains ductile and mechanically robust, easily surviving the aggressive environment of the injection carriage.
4. Ultimate Temperature Control: Systemic Advantages of Built-in Thermocouples
For high-end hot runner systems and precision injection molding applications, inaccurate temperature measurement is just as destructive as a total heater failure.
Eliminating “Thermal Lag”
Many legacy injection molding machines rely on external thermocouples mounted to the outer surface of the mold or barrel. This creates a significant “thermal lag” between the temperature of the polymer melt and the temperature the PID controller actually registers. By the time the external sensor detects a drop in temperature, the nozzle may have already begun to freeze off.
To solve this, Hongtai’s brass sealed nozzle heaters can be custom-supplied with a built-in J-type thermocouple. By placing the junction directly inside the encapsulated brass sheath, the sensor provides millisecond-level feedback regarding the core temperature of the heating element itself.
Protecting Heat-Sensitive Resins
Why does this direct core-temperature reading matter? When processing heat-sensitive resins that are prone to thermal degradation or yellowing—such as Polycarbonate (PC), Polymethyl Methacrylate (PMMA), or medical-grade PVC—temperature overshoot is catastrophic. A built-in J-type thermocouple allows the PLC to anticipate the heat curve and modulate the SSR (Solid State Relay) before the polymer burns, drastically reducing scrap rates and visual defects in clear plastic parts.

5. Fortifying Vulnerable Links: Electrical Connections & Lead Protection
A frequent complaint from maintenance technicians is: “The heater tube is still good, but the wires snapped off.” The electrical termination point is the most mechanically vulnerable link in the nozzle zone.
Nickel Core & Fiberglass Insulation
Standard copper lead wires oxidize and become brittle when exposed to the 300°C ambient temperatures radiating from a machine nozzle. To combat this, Hongtai utilizes pure nickel core conductors for the power connections. Nickel maintains its electrical conductivity and mechanical flexibility at extreme temperatures without oxidizing.
These nickel cores are then insulated with heavy-duty woven fiberglass. Furthermore, to ensure complete compliance with CE regulations and international safety standards, an integrated earth (ground) wire is permanently bonded to the brass sheath, protecting operators from stray capacitance or ground faults.
Galvanized Steel Braid Design for Tensile Strength
To protect the fiberglass leads from the severe mechanical realities of the shop floor, the entire wire bundle is encased in a galvanized steel braid. This braided metal armor shields the vital conductors from friction against moving machine platen shields, compression from dropped maintenance tools, and direct burns from splashing molten plastic.
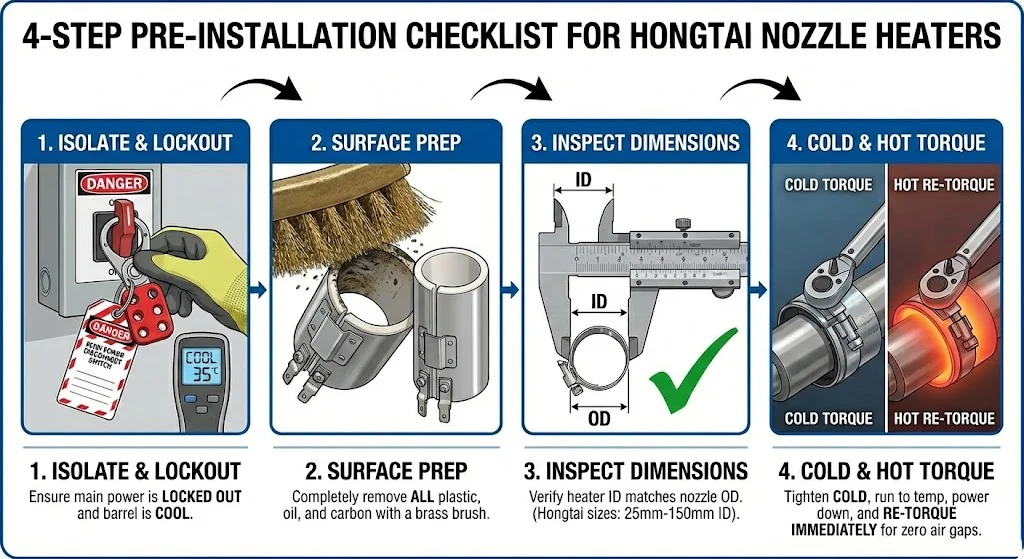
6. Standard Operating Procedure: Installation and Maintenance of Brass Nozzle Rings
Even the most robustly engineered component will fail prematurely if installed with incorrect human logic. Use this Standard Operating Procedure (SOP) to ensure your new brass sealed heaters achieve their maximum rated lifespan.
Surface Cleaning is Paramount
Warning: Never install a new brass heating ring over old, carbonized plastic. Because brass transfers heat via direct physical conduction, any bumps, burrs, or polymerized residue on the nozzle surface will create an air gap. This forces the heater to work harder to push heat through the void, creating a localized “hot spot” that will eventually melt the internal resistance wire.
- Action: Use a brass wire brush and appropriate solvents to scrub the nozzle barrel down to bare, smooth metal before installation.
Recommended Torque Specifications
A tight fit when cold does not guarantee a tight fit when hot. As the nozzle and the heater reach 300°C, the metals expand at different thermal coefficients.
- Action: Secure the clamping screws firmly during the initial cold installation. Run the machine up to its operating setpoint. Turn the power off, and immediately re-tighten the clamping screws to compensate for the thermal expansion.
Nozzle Heater Replacement Checklist
7. Procurement Benchmarking & Total Cost of Ownership (TCO)
When procuring components for industrial machinery, the initial purchase price is largely irrelevant compared to the cost of unplanned downtime.
Don’t Let a $20 Heater Ring Shut Down a $2 Million Production Line
Consider the mathematics of a failure: If a standard $15 mica band short-circuits due to a plastic leak, the injection molding machine immediately halts. The maintenance technician must wait 45 minutes for the barrel to cool, spend 30 minutes scraping carbonized plastic off the nozzle, and 15 minutes wiring a new heater. The machine then requires another 30 minutes to reach thermal equilibrium before producing acceptable parts.
That two-hour window of lost production time on a heavy-tonnage machine costs thousands of dollars in lost revenue and wasted overhead—an amount far exceeding the cost of dozens of premium brass rings.
Investing in high-reliability Brass Sealed Nozzle Heaters delivers the highest return on preventive maintenance in any injection molding shop. By eliminating the root cause of short circuits and thermal degradation, you transition your facility from reactive firefighting to predictable, profitable manufacturing.
Frequently Asked Questions
What is a brass sealed nozzle heater?
A brass sealed nozzle heater is a highly durable, liquid-proof heating element designed specifically for the nozzles of injection molding machines. Its folded brass sheath completely seals the internal resistance wire and mica insulation from melted plastics, oil, and moisture.
Why do my standard injection nozzle heaters keep burning out?
Standard unsealed heaters usually fail at the nozzle because molten plastic overflows, seeps into the heater’s seams, and carbonizes. This creates an electrical short circuit. Upgrading to a completely sealed brass heater eliminates this vulnerability.
What is the maximum temperature a brass nozzle heater can withstand?
High-quality brass sealed nozzle heaters can safely operate at surface temperatures up to 340°C (644°F). They are engineered with a maximum watt density of 5 W/cm², providing fast and uniform heat transfer even in high-pressure environments.
Can I get a brass nozzle heater with a built-in temperature sensor?
Yes. For applications requiring precise thermal control, such as hot runner systems, brass sealed heaters can be custom-manufactured with a built-in J-type thermocouple to provide accurate, real-time temperature feedback directly to your PID controller.









