Introduction
Here is a sobering statistic: 90% of cartridge heater failures occur not in the coil, but at the termination.
The heater itself might be capable of running for another year, but if the lead wire shears off due to vibration, or if the insulation melts because of a tight bend radius, the component is dead. In the packaging and injection molding industries, this “nuisance failure” is the leading cause of unplanned downtime.
Engineers often treat lead configuration as an afterthought—”Just give me 10 inches of wire.” This is a mistake.
This guide is your Termination Technology Manual. We will deconstruct the mechanical differences between Swaged-in (Internal) and Crimped-on (External) leads, explore how Right Angle designs solve impossible clearance issues, and help you select the right armor to protect your wiring from abrasion and molten plastic.
Note: Proper termination ensures power gets to the heater. To ensure the heater can handle that power, refer to our [Watt Density Calculation Guide]. And [2026 Cartridge Heater Ultimate Guide: From SelectionLogic to Failure Analysis].
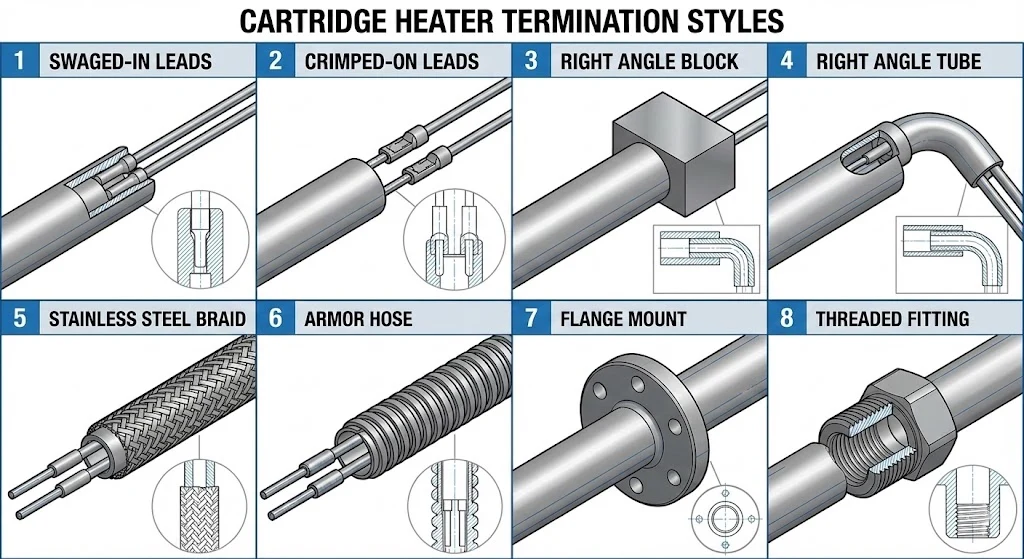
1. The Core Debate: Swaged-in vs. Crimped-on
The way the wire connects to the internal resistance coil dictates the heater’s flexibility and vibration resistance.
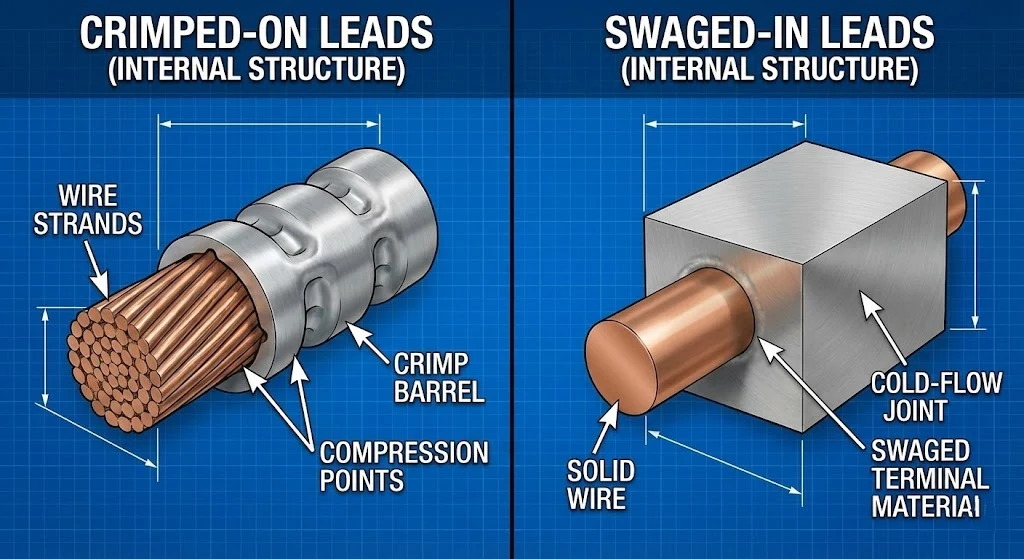
Crimped-on Leads (External Connection)
This is the standard “Economy” construction.
- The Structure: Solid nickel pins stick out of the heater by about 10-15mm. The flexible lead wires are crimped to these pins outside the heater body, usually covered by a silicone-impregnated fiberglass sleeve.
- The Weakness: The connection point is rigid. If you bend the wire right at the heater exit, you are bending against a solid pin. The wire will snap.
- Best Use: Static molds where the heater never moves and there is plenty of room for a gentle wire loop.
Swaged-in Leads (Internal Connection)
This is the “Performance” construction, mandatory for high-vibration applications.
- The Structure: The flexible lead wires are inserted deep into the heater body (25mm+) before the swaging (compression) process. The connection to the resistance wire happens inside the compacted MgO core.
- The Strength: The leads exit the heater as fully flexible wires. There is no rigid pin. The compacted MgO acts as a massive strain relief, anchoring the wire.
- Best Use: Packaging machines (sealing jaws), moving platens, or anywhere the leads are pulled or twisted.
2. Solving Tight Spaces: Right Angle Solutions
When you only have 20mm of clearance between the mold and the machine frame, a standard straight exit won’t fit. You need a 90° turn.
The Right Angle Block (The Precision Choice)
- Design: A solid steel cube is welded to the end of the heater. The leads exit the side of this block.
- Advantage:
- Compact: Turns the corner immediately.
- Sealed: Can be fully welded for moisture resistance.
- Durability: The block protects the wire connection from impact.
The Bent Tube (The Economy Choice)
- Design: The heater sheath itself is bent 90°.
- Constraint: You cannot bend the heated section. The bend must be located in the Cold Zone.
- Formula: The unheated section must extend past the bend. If you bend the active element, the internal coil will short out against the sheath wall.
3. Armor & Protection: Surviving the Environment
Wires in an industrial plant are exposed to abrasion, crushing, and fluids. Naked fiberglass insulation is rarely enough.
Stainless Steel Braid (SS Braid)
- What is it? A flexible metal mesh woven over the lead wires.
- Function: Protects against Abrasion (rubbing against sharp metal edges).
- Fixation: In Hongtai heaters, the braid is swaged directly into the heater body, ensuring it cannot be pulled off.
- Application: Injection molding manifolds where wires are routed through tight channels.
Stainless Steel Armor Hose (Interlocked Conduit)
- What is it? A spiral-wound flexible metal hose (like a shower hose but stronger).
- Function: Protects against Crushing and heavy impact.
- Advantage: It provides the highest level of mechanical protection. If a heavy tool falls on the wire, the hose takes the load, not the copper.
- Limitation: It is thicker and less flexible than braid.

4. Mounting & Positioning: Don’t Let it Slip
A heater that vibrates out of the hole is a fire hazard.
Threaded Fittings (For Immersion)
- Usage: For heating liquids or gases.
- Spec: The fitting (NPT/BSP) is TIG welded to the sheath.
- Key Detail: The weld must be pressure tested. A simple brazed joint might fail under high tank pressure.
Flanges & Locating Rings
- Flange: A flat plate welded near the lead end. Used to bolt the heater to a wall.
- Locating Ring / Stop Ring: A small ring welded to the sheath. Acts as a “depth stop” to ensure the heater is inserted to the exact correct depth every time.
- Pull Tabs: A small metal loop welded to the end, allowing maintenance crews to hook and pull the heater out easily.
5. Selection Decision Tree (Zero-Click Checklist)
Use this logic flow to select your termination.
- Is the heater moving? (e.g., Packaging Jaw)
- YES: Must use Swaged-in Leads.
- NO: Crimped-on is acceptable (and cheaper).
- Is there abrasion risk? (e.g., rubbing against frame)
- YES: Add Stainless Steel Braid.
- Is there crushing risk? (e.g., floor traffic, heavy tools)
- YES: Add Armor Hose.
- Is space limited? (< 25mm clearance)
- YES: Use Right Angle Block.
- Is it heating liquid?
- YES: Use Threaded Fitting + Teflon Seal.
FAQ: Termination Technology
Can I bend the leads of a crimped heater?
Only if you support the rigid connection. You must leave at least 15mm of straight wire exiting the heater before the first bend. Bending immediately at the exit will snap the solid pin connection.
What is the maximum temperature for lead wires?
It depends on the insulation:
Standard Fiberglass: 250°C.
Teflon (PTFE): 200°C (Moisture resistant).
High-Temp Mica/Fiberglass: 450°C.
Ceramic Beads: 600°C+ (For extreme heat zones).
Why choose a Right Angle Block over a Bent Tube?
The Block is more rugged and allows for a heated length closer to the exit. A Bent Tube requires a long Cold Zone (unheated section) to accommodate the bend radius, which might leave a cold spot at the top of your mold.









