Introduction:High Density vs. Low Density Cartridge Heater
In the industrial spares market, two heaters can sit side-by-side on a warehouse shelf. They have the same diameter (e.g., 1/2″), the same length, and the same stainless steel sheath. Yet, Part A costs $15.00 and runs for 3 years, while Part B costs $2.50 and burns out in 3 weeks.
This price disparity is not arbitrary; it is structural.
The difference lies in the invisible internal architecture: High Density (Swaged) versus Low Density (Standard) construction. For the procurement manager, the cheaper option looks like a savings. For the engineer, it is a liability.
This guide provides an “X-Ray” analysis of these two distinct technologies. We will dismantle the manufacturing process of Swaging, explain why air gaps are the enemy of thermal transfer, and provide a definitive Selection Decision Matrix to help you determine when you need aerospace-grade precision and when a simple heater is sufficient.
1. The Core Process: Swaging vs. Loose Fill
The performance gap begins on the production line. The method used to insert the NiCr resistance wire into the sheath dictates the heater’s thermal conductivity.
High Density: The “Swaging” Secret
A High Density heater is not just “filled”; it is forged.
- Winding: The NiCr 80/20 wire is wound precisely around a hard Magnesium Oxide (MgO) core.
- Insertion: This assembly is inserted into a metal tube (Incoloy or SS304).
- Swaging (The Critical Step): The entire assembly is passed through a Swaging Machine, which mechanically hammers and compresses the tube diameter by 15% to 20%.
- The Result: The internal MgO powder is crushed into a rock-hard solid. The resistance wire is immobilized and “cold-welded” into the insulation. Air is completely eliminated.
Low Density: The “Loose Fill” Method
This is legacy technology, often called a “Tube Heater.”
- Ceramic Core: A pre-molded ceramic cylinder with holes is inserted into the tube.
- Insertion: The resistance wire is threaded through these holes like a loose spring.
- Backfill: Loose MgO powder is poured in to fill the gaps. No compression takes place.
- The Result: The wire “floats” inside the ceramic channels. There are microscopic air gaps between the wire, the ceramic, and the sheath.
2. Performance Battle: Heat, Heat, and Vibration
Why does the manufacturing method matter? Because Air is a Thermal Insulator.
Watt Density Limits (The Bottleneck)
- High Density (20-30 W/cm²): Because the MgO is compacted into a solid rock, it acts as a thermal superhighway. Heat generated by the wire is instantly pulled to the sheath. The wire runs cooler, allowing you to push more power through a smaller space.
- Low Density (3-5 W/cm²): The internal air gaps act as a barrier. The heat struggles to escape to the sheath. Consequently, the internal wire temperature spikes. If you try to run a Low Density heater at 10 W/cm², the core will melt while the sheath is barely hot.
Max Operating Temperature
- High Density: With Incoloy 800 sheaths and high-purity compaction, these can operate at sheath temperatures up to 800°C (1472°F).
- Low Density: Generally limited to 400°C (750°F). Above this, the loose internal structure expands unevenly, leading to short circuits.
Shock & Vibration Resistance (The Silent Killer)
In packaging knives or reciprocating pistons, the heater is subjected to constant G-force.
- Low Density Failure: The loose wire inside the ceramic core rattles. Over time, gravity causes the heated (soft) wire to sag, touch the side, and short out.
- High Density Survival: The swaging process locks the wire in place. The entire unit vibrates as a single solid mass. There is physically no room for the wire to move.
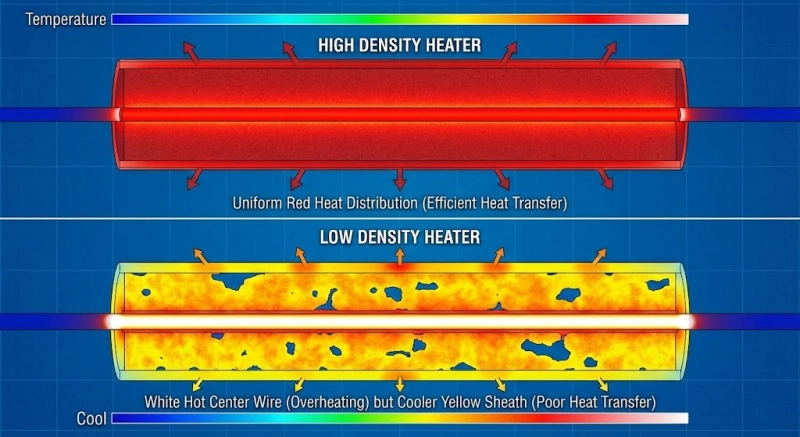
[Visual Element]: A thermal simulation diagram. Top: High Density heater showing uniform red heat distribution. Bottom: Low Density heater showing a “White Hot” center wire (overheating) but a cooler yellow sheath, illustrating poor heat transfer.
3. Forensic Identification: How to Tell Them Apart?
You don’t need an X-Ray machine to identify the heater type. Use these visual cues during inspection.
1. The Bottom Disk
- High Density: Usually has a flat, welded metal bottom that is seamless with the sheath, or a slightly concave swaged end. It looks like a single piece of metal.
- Low Density: Often features a crimped metal cap, a welded washer that sits proud of the tube, or even an exposed ceramic end cap.
2. The Surface Finish & Tolerance
- High Density: To ensure a perfect fit, these heaters undergo Centerless Grinding. The surface is shiny, smooth, and the diameter tolerance is -0.02mm to -0.06mm.
- Low Density: The surface often looks dull (standard pipe finish). The tolerance is loose, typically ±0.1mm.
3. Lead Termination
- High Density: Often features Swaged-in Leads (wires disappearing directly into the tube) or rigid pins with a clearly defined cold zone.
- Low Density: Almost always uses Crimped-on leads or screw terminals attached to external rods.
4. Selection Matrix: Do You Really Need High Density?
As an engineer, over-specifying is waste. You don’t need a Ferrari to drive to the grocery store.
When to Choose Low Density (Standard)
The Case for Savings: If your application meets the following criteria, a Low Density heater ($2-$5) is the correct engineering choice:
- [ ] Medium: Heating water, oil, or air (where fit is not critical).
- [ ] Temp: Operating below 300°C.
- [ ] Usage: Infrequent cycling (e.g., a dump load heater or freeze protection).
- [ ] Mounting: Loose fit in a drilled hole (not reamed).
When to Choose High Density (Swaged)
The Case for Performance: If you check any of these boxes, Low Density will fail. You must specify High Density:
- [ ] Precision: Insertion into a reamed H7 tolerance mold hole.
- [ ] Temp: Operating above 400°C (Die casting, plastic molding).
- [ ] Power: You need high wattage in a small space (e.g., 500W in a 10mm x 50mm heater).
- [ ] Vibration: The heater moves with the machine (Packaging sealing bars).
The Ultimate Comparison Table (Zero-Click Reference)
| Feature | High Density (Swaged) | Low Density (Standard) |
| Max Watt Density | 25 – 30 W/cm² | 3 – 5 W/cm² |
| Internal Structure | Compressed Solid (No Air) | Loose Fill / Ceramic Core |
| Diameter Tolerance | -0.02mm to -0.06mm | ±0.10mm |
| Sheath Temp Max | 800°C (Incoloy) | 400°C (SS304) |
| Lifespan (High Load) | 3000+ Hours | < 500 Hours |
| Vibration Rating | Excellent | Poor |
| Typical Cost | $$-$$$ | $ |
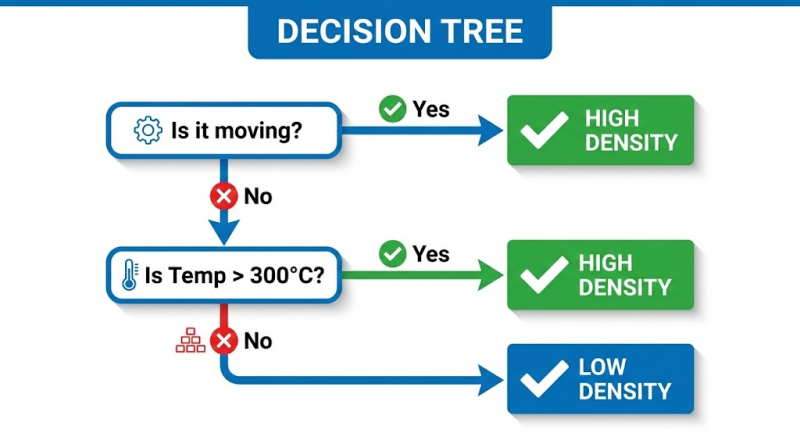
[Visual Element]: A checklist graphic titled “Decision Tree”. Branch 1: “Is it moving?” Yes -> High Density. No -> Branch 2: “Is Temp > 300C?” Yes -> High Density. No -> Low Density.
5. Conclusion: Terminology for Procurement
When sending an RFQ (Request for Quote), clarity avoids costly mistakes.
- If you want the robust, long-lasting type, explicitly use the terms: “Swaged Construction,” “High Watt Density,” or specify the tolerance as “-0.02mm”.
- If you want the economy type, specify: “Loose Fill,” “Low Density,” or “General Purpose.”
At ht-heater.com, we manufacture both. We believe in supplying the right tool for the job—not just the most expensive one.
FAQ: Common Technical Questions
Can I replace a Low Density heater with a High Density one?
Yes, absolutely. A High Density heater is a superior upgrade. However, because High Density heaters are made to tighter tolerances (slightly smaller diameter), verify that it will make good contact with your bore. You may need to apply thermal paste if the hole is oversized.
Can I replace a High Density heater with a Low Density one?
No. This is dangerous. If the original design called for High Density, it likely requires high wattage in a small space. A Low Density heater cannot handle that power load and will burn out in minutes, potentially melting inside the tool.
Why is the High Density heater heavier?
Density. The swaging process compresses the MgO powder to near-theoretical density (like solid rock). A Low Density heater contains air pockets. If you weigh two identical-looking heaters, the High Density unit will be approx. 20% heavier.










